На основе эмпирической зависимости. Сущность метода заключается в том, что норма времени определяется как функция косвенных параметров изделия (например размер). Для точения Т=0,02d×l. Область применения – укрупненное нормирование в условиях учебного процесса.
Поэлементное нормирование. Сущность способа в том, что норма времени определяется как сумма времени на выполнение отдельных элем. операции.
Различают штучное время Тшт и
штучно-калькуляционное Тшт.к.= Тшт +Тпз/n.
Тпз - подготовительно-заключительное время – это время, которое выделяется для подготовки рабочего и оборудования к выполнению технологической операции (получение инструмента, наладка станка, изучение чертежа и др.) и уборка его после окончания выполнения операции.
n - число заготовок в обрабатываемой партии.
Тшт.к определяется в тех случаях, когда подготовку оборудования производит сам рабочий (Е, МС, иногда СС).
В условиях КС, М производства, когда наладку оборудования производит наладчик, определяется только штучное время.
Тшт включает в себя следующие составляющие:
Тшт = То + Тв + Ттех.обсл. + Торг.обсл. + Тотд.
То - основное время – это время непосредственного изменения размеров, формы и свойств заготовки.
Тв вспомогательное время – это время, затрачиваемое на установку и снятие заготовки, управление оборудованием (вкл. станок и др.), время на контрольные измерения.
Ттех.обсл. выделяется на приемы связанные с заточкой инструмента, под настройку инструмента.
Торг.обсл. - время уборки стружки, смазки.
Тотд - время на дополнительные перерывы.
То + Тв= Топ (оперативное) – рассчитывается для определения времени на обслуживание и отдых, которые задаются в процентах к оперативному времени.
Основное время:
То=Lрез×i/Sмин (мин),
где Lрез - длина резания;
Sмин - минутная подача;
i - количество рабочих ходов.
Длина резания определяется:
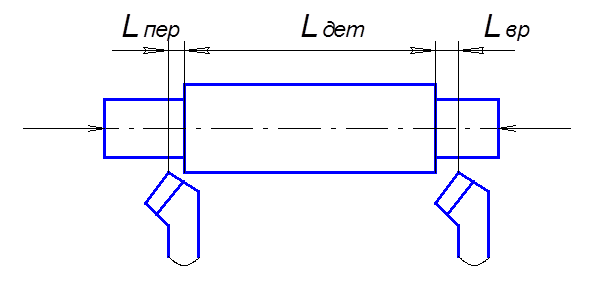
Рисунок 17 К расчету длинны резания
Lрез = Lдет + Lвр + Lпер.
В зависимости от условий работы перебег может отсутствовать, например, при сверлении.
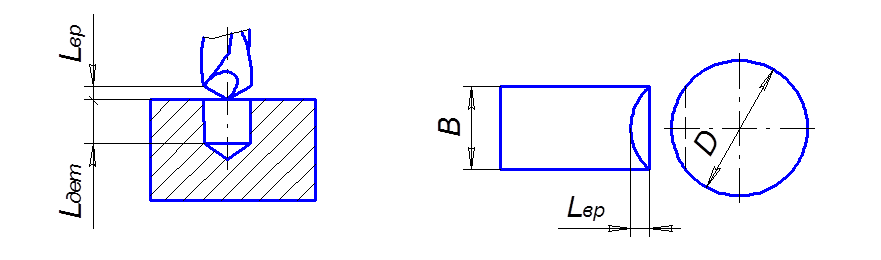
Рисунок 18 К расчету длинны резания
D»(1,25¸1,5)В.
При точении, сверлении Sмин=Sоб×n;
При фрезеровании Sмин= Sz×Zфр×nфр.
Тема 2: Основы базирования.
1. Классификация поверхностей заготовок.
2. Классификация баз и примеры их реализации.
3. Условные обозначения баз в технологической документации.
4. Типовые схемы базирования различных заготовок.
5. Правила выбора баз.
1. Классификация поверхностей заготовок.
У каждой заготовки, которая поступает на обработку либо у сборочной единицы во время сборки можно выделить следующие поверхности.
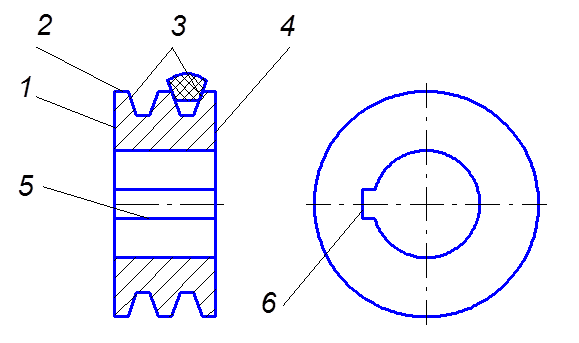
Рисунок 19 Обозначение поверхностей при классификации баз.
1. Исполнительные поверхности – это поверхности, с помощью которых изделие выполняет свое служебное назначение (поверхности 3, 6).
2. Базовые – это поверхности, которые определяют положение либо самого изделия в изделии более высокого уровня, либо присоединяемых к нему изделий (5, 4(1), 3).
3. Свободная поверхность – это поверхность, которая не контактирует с другими элементами изделия и служит для образования конфигурации (2, 1(4)).
2. Классификация баз и примеры их реализации.
Каждое материальное тело обладает 6 степенями свободы (3 перемещения вдоль осей и 3 вращения).
При механической обработке и сборке одной из важнейших задач является придание заготовке или единицы необходимого положения относительно элементов оборудования либо собираемой сборочной единицей.
Процесс определения положения заготовки или собираемой сборочной единицы в заданной системе координат называется базированием.
Базирование определяется путем наложения позиционных связей, мешающих заготовке перемещаться или вращаться по одной из степеней свободы.
В реальном производстве позиционные связи реализуются в виде точек контакта поверхностей заготовки и приспособления или собираемой сборочной единицы.
Фиксация положения достигнутого при базировании называется закреплением.
В зависимости от назначения базы делятся на:
- конструкторские (основные и вспомогательные);
- технологические;
- измерительные.
Основная конструкторская база – это база, определяющая положение изделия в изделии более высокого уровня. Для шкива 1 (4), 5 (см. рисунок шкива).
Вспомогательная конструкторская база (3) – это база, определяющая положение присоединяемых к данному изделию изделий.
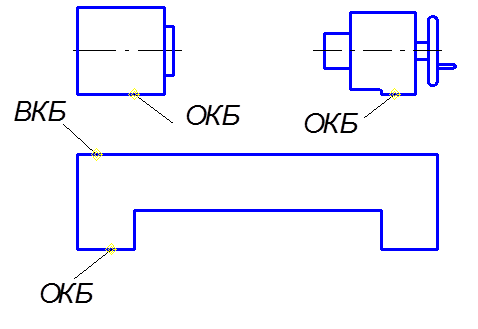
Рисунок 20 Классификация баз изделия
Технологические базы – это базы, которые используются для определения положения изделия при его обработке либо ремонте.
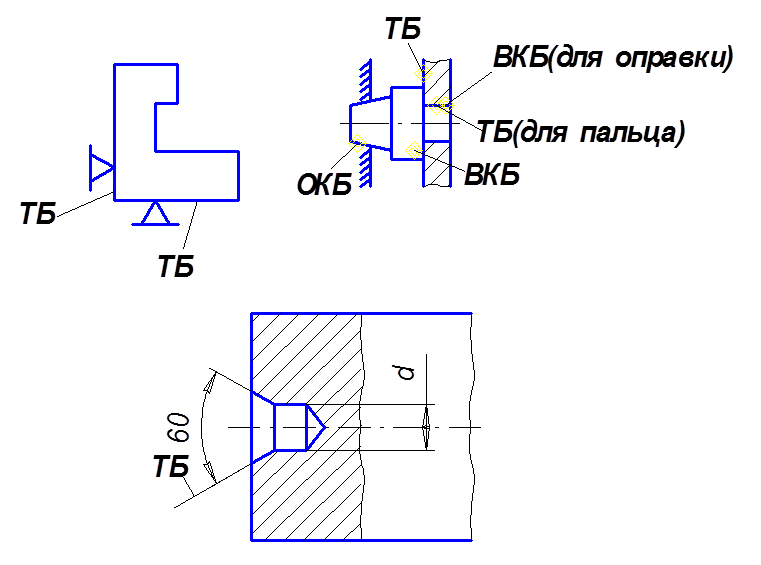
Рисунок 21 Классификация баз
При обработке заготовок типа валов в качестве технологических баз являются центровые отверстия.
Измерительные базы – это базы, предназначенные для определения относительного положения заготовки, поверхностей или изделий и средства измерения.
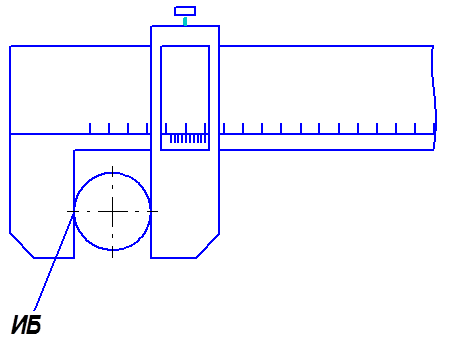
Рисунок 22 Измерительная база
По характеру проявления базы делятся на явные и скрытые.
Явные – это базы, выраженные реальными поверхностями.
Скрытая – это база в виде оси, воображаемой линии и т.п.
При использовании скрытых баз для базирования их необходимо материализовать с помощью специальных устройств-приспособлений.
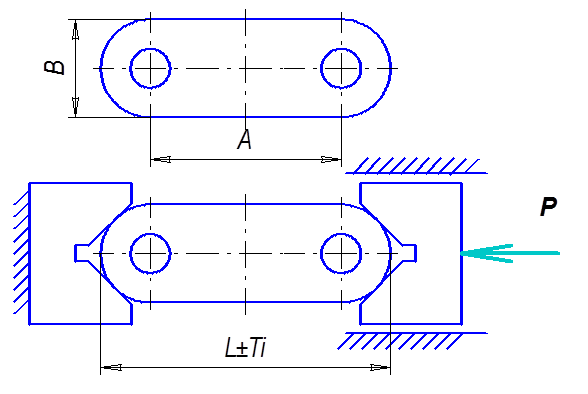
Рисунок 23 Конструкторская и скрытая база
1. Классификация баз и примеры их реализации.
Число степеней свободы лишаемое той или иной базы зависит от формы поверхности и ее размеров.
В зависимости от этих признаков на ней можно разместить разное количество опорных точек.
Таблица 2 Определение степеней свободы
|
№ |
Наименование базы |
Число степеней свободы |
Форма поверхности |
|
1 |
Установочная УБ |
3: 1 перемещ., 2 вращ. |
Плоскость |
|
2 |
Направляющая НБ |
2: 1 перемещ., 1 вращ. |
Плоскость |
|
3 |
Опорная ОБ |
1: 1 перемещ. или 1 вращ |
Плоскость или срезанный палец |
|
4 |
Двойная опорная ДОБ |
2: 2 перемещ. или 2 вращ |
Короткий цилиндр |
|
5 |
Двойная направляющая ДНБ |
4: 2 перемещ., 2 вращ. |
Длинный цилиндр |
|
6 |
Опорно-центрирующая ОЦБ |
3: 3 перемещения |
Левое центровое гнездо при обработке в центрах и прим. левого жесткого центра |
|
7 |
Опорно-двойная направляющая ОДНБ |
5: 3 перемещ., 2 вращ. |
Длинный конус типа Морзе |
|
* |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.