Допуск замыкающего звена определяется вероятностным методом
t – коэффициент риска.
|
t |
1 |
2 |
3 |
|
%брака |
32 |
4,5 |
0,27 |
l - коэффициент, учитывающий закон распределения данного параметра для закона нормального распределения 1/9.
Область применения КС, М производство для многозвенных размерных цепей.
Способ групповой взаимозаменяемости (селективная сборка).
Сущность способа заключается в предварительном рассортировании отдельных звеньев размерной цепи на группы. Внутри групп сборка ведется по способу полной взаимозаменяемости (например, цилиндр-поршень).
Способ требует предварительной сортировки.
Область применения КС, М производство.
Способ регулировки.
Сущность способа состоит в том, что точность замыкающего звена достигается путем изменения размера (без снятия слоя материала) или положения одного из составляющих звеньев.
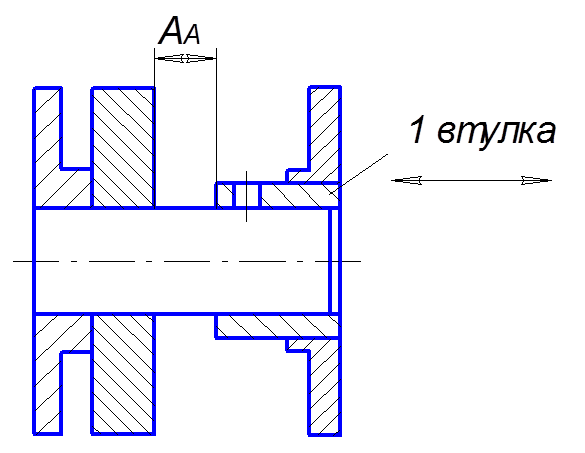
Рисунок 51 Схема к способу регулировки
Область применения – все типы производства.
Способ пригонки.
Сущность способа в том, что точность замыкающего звена достигается путем удаления слоя материала с одного из составляющих звеньев.
Конструктор на чертеже должен указать с какого звенья удалять материал и место удаления.
Область применения Е, МС производство.
4. Факторы, влияющие на точность.
При механической обработке заготовок на точность выполняемых размеров оказывают влияние следующие факторы:
1. Возникающие до начала обработки:
εу – погрешность установки заготовки на станке;
Dн – погрешность настройки инструмента;
Dст – геометрическая погрешность станка.
2. Возникающая в процессе обработки:
Dизм – износ режущего инструмента;
Dt – погрешность вызванная температурными деформациями элементов;
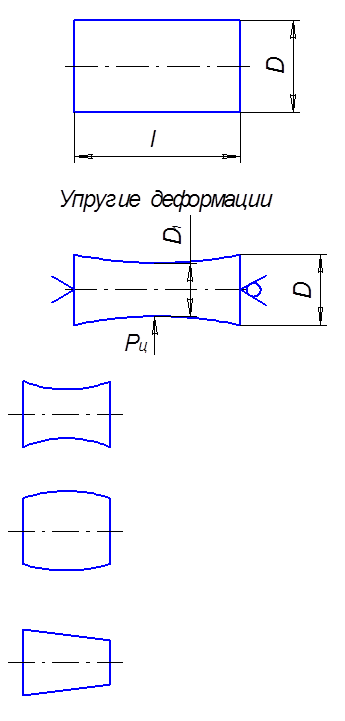
Dупр – упругость перемещений.
Суммарная погрешность обработки может быть определена методом максимума, минимума (алгебраическое суммирование значений первичных погрешностей) или вероятностным методом с учетом законов распределения первичных погрешностей.
Погрешность установки складывается из:
εу=ƒ(εб,εз,εпр) погрешности базирования, закрепления и приспособления.
εу всегда адресная, т.е. относящаяся к одному из выполняемых размеров.
εб – это разность предельных расстояний от измерительной базы до установленного на размер режущего инструмента.
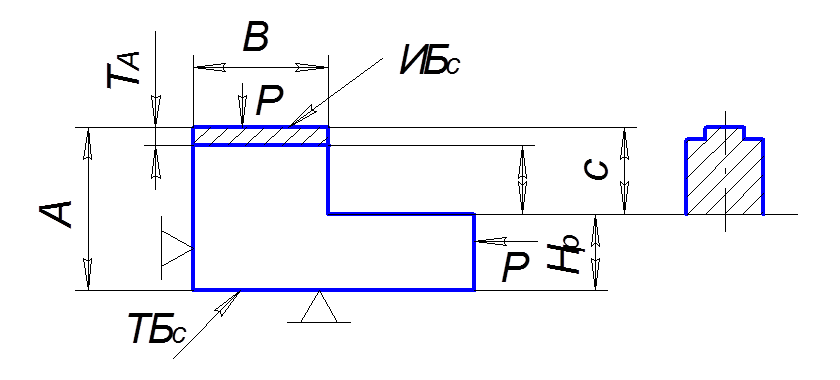
Рисунок 52 Погрешности установки детали
εб возникает в случае несовпадения технологической и измерительной базы и в большинстве случаев является ошибкой технолога при разработке схемы базирования.
Численно εб равна допуску на размер, связывающий технологическую и измерительную базы. εбС =ТА; εбВ =0.
Погрешность закрепления – это разность предельных смещений измерительной базы в направлении измеряемого размера под действием сил зажима. Тоже адресная погрешность.
Погрешность приспособления складывается из погрешностей изготовления изделия, износа установочных элементов и погрешность установки самого приспособления на станке.
Погрешность настройки.
Возникает в процессе установки режущего инструмента для выполнения заданного размера. Ею можно пренебречь при получении размеров методом пробных проходов.
Настройка может быть выполнена статическим методом (с использованием эталонов) либо динамическим в процессе изготовления пробных деталей. При использовании эталонов последний представляет собой деталь с формой и размерами соответствующими выполненным на данной операции.
Режущий инструмент, как правило, вводится не в непосредственный контакт с эталоном, а с использованием щупов.
К=1,2 - учитывает возможные отклонения распределения составляющих элементов от закона нормального распределения.
DS=ƒ(εу, Dн, Dст, Dt, Dизн, Dупр)
является результатом неточного изготовления и сборки самого станка.
Неточность передней и задней бабки токарного станка.
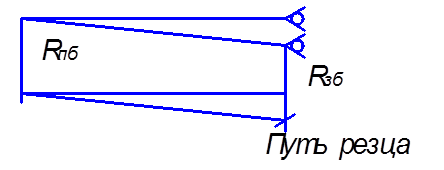
Рисунок 53
Температурные погрешности.
Процесс резания сопровождается тепловыделениями.
Температурные деформации элементов технологической системы приводят к искажениям размеров (изменению температуры, заготовки и инструмента), а также появлению погрешностей формы и взаимного расположения поверхностей (температурные деформации оборудования, не перпендикулярности оси шпинделя к плоскости станка).
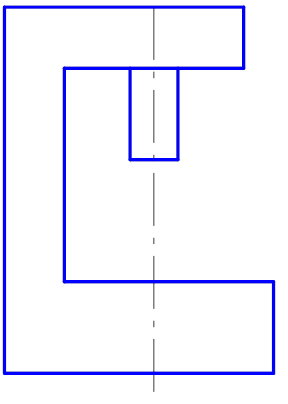
Рисунок 54
Износ режущего инструмента.
¯ ¯
мерный немерный
(сверло, развертка) (резцы, фрезы)
¯ ¯
погрешность переносится износ можно компенсировать
полностью подналадками
Δизм=Ин+ИоL.
ΔД=2Δизм < ТД.
Д-Д1=0,25.
Рц=2000 Н.
jзб=jпб, jзаг - недостаточна
jзб=jпб – недостаточна жесткость детали
jзб<jпб –жесткость задней бабки недостаточна
В реальных производственных условиях при определении суммарной погрешности обработки необходимо учесть:
1. метод достижения точности;
2. возможную компенсацию отдельных погрешностей друг другу.
Тема 4: Основы проектирования технологических процессов.
1. Исходная информация и основные принципы проектирования технологических процессов.
2. Последовательность проектирования технологических процессов.
1. Исходная информация и основные принципы проектирования технологических процессов.
Проектирование технологий является процессом переработки некоторой исходной информации в готовое технологическое решение, при этом вырабатываются промежуточные решения, которые используются как исходная информация для последующих заданий.
¯ ¯ ¯
базовая нормативная справочная
Базовая включает чертежи изделия, объем выпуска, производственную ситуацию.
Нормативная включает информацию, которая регламентирует процесс проектирования и оформления документации.
Справочная содержит табличные данные, паспорта оборудования.
Основные принципы проектирования.
При проектировании ТП необходимо выполнить 3 принципа:
1. Технический – спроектированный ТП должен обеспечить выпуск изделий с выполнением требования чертежа в установленном объеме выпуска.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.