12 Экономическая часть
12.1 Расчет годовой производственной программы участка
Расчет годовой производственной программы проектируемого
участка в натуральном выражении и в нормо-часах производим в таблице 12.1.
Таблица 12.1 – Расчет годовой производственной программы
|
Наименование деталей |
Годовая программа деталей, шт. |
Трудоемкость |
|
|
Одной детали, нормо-мин |
годовой |
||
|
Корпус |
2500 |
179 |
7475 |
12.2 Расчет количества оборудования
Расчет годового фонда времени работы оборудования. Номинальный (режимный) фонд времени определяется по формуле:
Фн = Дюp*Тсм*С,
где До - – число
рабочих дней в году, Дюp
= 258 дней;
Тсм
–-
продолжительность рабочей смены, Тсм = 8 часов;
С
–-
число смен работы оборудования на протяжении суток. С = 2.
Фн = 258*8*2 = 4128.
Действительный (Эффективныйэффективный) фонд времени рассчитывается по формуле:
Фд = ФН*(1 - апр/100),
где апр - простои оборудования в ППР в процентах от номинального фонда времени (апр - 3 %).
Фд = 4128*(1- 3/100) =4004,2 (ч)
Потребное количество оборудования рассчитывается по формуле:
Тюp
nр
nю= Тp—— /, Фд*Кв,
где
Тюp
- годовая трудоемкость работ по данному типу станков, (таблица 12,2):
Таблица 12.25
- – Расчет
годовой трудоемкости производственной ппрограммы
участка
|
Наиме- |
Тру- доем-кость 1 шт. мин |
Годо- вая прог- рамма вып., |
Трудо- емкос. Годо- вого объема |
В т.ч. трудоемкость годовой программы деталей по моделям станков |
|||||||
|
Модели станков |
|||||||||||
|
16К30 |
|
ИР500МФ4 |
6 |
2 |
16К30Ф323 |
2 |
2 |
||||
|
Корпус |
179 |
2 |
7 |
6 |
5 |
1 |
4 |
4 |
5 |
2 |
|
Фд - – действительный
годовой фонд времени работы единицы оборудования(4);
Кв, - коэффициент, учитывающий перевыполнение норм, кв =1,1. Количество станков модели 16К30:
nрnю
=673,7/4004,2*1,1=0,15.
Принимаем количество станков модели 16КЗ0: nпр =1.
Количество станков модели 8Г642:
nрnю =556,7/4004,2*1,1=0,125.
Принимаем количество станков модели 8Г642: nпр =1.
Количество станков модели ИР500МФ4:
nр =1432,2/4004,2*1,1=0,32.
Принимар!.л ем
количество'<оличйсйр,о
станков мподелй.ли
1ТОИРЗ5О00МФ4: nпр =1. ппо ==
1.
Количество станков модели 2Р135Ф2-1:
nр =432,5/4004,2*1,1=0,1.
Принимаем количество станков модели 2Р135Ф2-1: nпр =1. Количество станков модели 6560Ф3:
nр =475,4/4004,2*1,1=0,11.
Принимаем количество станков модели 6560Ф3: nпр =1. Количество станков модели 16К30Ф323:
nр =1566,5/4004,2*1,1=0,36.
Принимаем количество станков модели 16К30Ф323: nпр =1. Количество станков модели 2Д132МФ2:
nр =2115,2/4004,2*1,1=0,48.
Принимаем количество станков модели 2Д132МФ2: nпр =1. Количество станков модели 2М55:
nр =231,3/4004,2*1,1=0,05.
Принимаем количество станков модели 2Д132МФ2: nпр =1.
Определяем коэффициент загрузки оборудования по формуле:
Кз =nр /Кили^йитьи
станкоЕ модели 2Р135^~1: nпр
^52/-?
^^
ПО =
———————————— = Й1.
4004,2.1,1
Принимаем
количесиво станков модели ЙР135Ф2-1: пп& = 1. Количестао станков модели
6560ФЗ:
^5, ^
по = ————-'——— - ОН.
4004, 2-1,1
Приниманы
колнчйство станков модели 6560ФЗ: пп& = 1. Количестт станков модели 16КЗОФ323:
иьЬ/-э ,-, у,
п& = —————-—— = 0,
5&.
4004,2.1,1
Принимаем к:олииесир,о станк-ор, модели: пп& = 1.
КО.НИийСТКО
С^сШКОВ }ййД6ЛИ 2Д132МФЙ:
2К5.2 по = ————'———— = 0^8.
4004,2-1Л
Принимаем
количество станков модели 2Д132МФ2: пп& г= 1. Колнуестр,о
станков модели 2М55:,
„. ^^_ . о^.
4004.2-1,1
Поинидайтся количество станков модели 2М55: п = 1.
Определяем коэффициент загоузки оборудования по
формуле:
Кз =
п&/ппв ОпределяейсмОпределяем
коэзффиици^ент
загрузкиэ р;и для
каждого станка:
16К30: Кз =0,15/1; условно принимается Кз =0,7;
8Г642: Кз =0,15/1; условно принимается Кз =0,8;
ИР500МФ4: Кз =0,15/1; условно принимается Кз =0,90;
2Р135Ф2-1: Кз =0,15/1; условно принимается Кз =0,87;
6560Ф3: Кз =0,15/1; условно принимается Кз =0,75;
16К30Ф323: Кз =0,15/1; условно принимается Кз =0,73;
2Д132МФ2: Кз =0,15/1; условно принимается Кз =0,85;
2М55: Кз =0,15/1; условно принимается Кз =0,8.
16КЗО: Кэ-(?^Л=^^;
усл^кс? гуимимаелся ^д=(?7, ;:Л|;:'..1,.': К.з = 0^5уг"о/(г5/
ус/ю^о принима&тс.я ^э=^^-ИР^шМФ'^ КЗ-С?32//-= 0/^2/ усло^о
принимается ^з^ Р/90^ ;.;'Р1:-;5^-1: Кз-с?///-^^ усло^о пр^и^ае-тс^
Кз = ^/^;
бЬбОФЗ: Кэ^^^/^"^/^;
ус/юЗко принимается К^»о^5^ 1Ж:^Ф:^3: ^ =:^3б/^(7/3б/ у^оЗм? ^^умд^с/т ^=^73,/ ,и!1;л^МФ2: КЗ - (?'^^
"^^; ус^о^^ п^иииглае.т^ ^=^!5;
ЙМ55: КЗ = С>^5/(=0/05,
цслов^о при^и^г,(пся «д = (^5'
Определяем средний сейдний козфэффициенткоэффициент
загрузки:
КЗСР = åК.ЭС& = ^^/^/г; -(0,т+ Й?+С?,9+0/?7+0/7^^73+0/^^?;/^=^ i Кзi/åi Кni =(0,7+0,8+0,9+0,87+0,75+0,73+0,85+0,8)/8=0,8
График
загрузки оборудования представлен на - рисунке 12.1
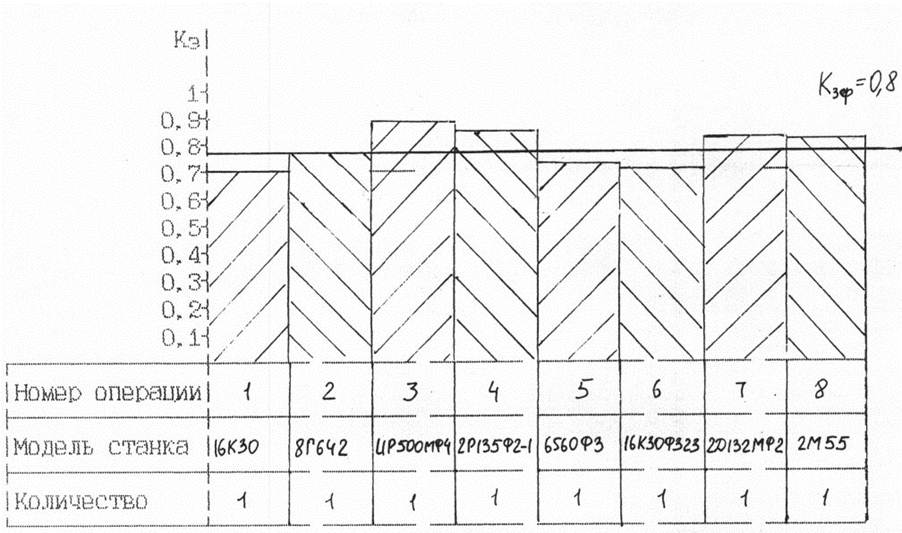
Рисунок 12.1 - График загрузки оборудования
зЗаносивм
результаты расчетов в таблицу 12.3.
Таблица 12.3 - Расчет потребного количества основного оборудования
•^
-
„р—^—'Росчегпкбги Пйц^ягпни
I Наимднойание Модель ! Расчетное Принятое \^у^хЬици&иг
кЬ^Ффи^и! \ ош1..яцйи
станка I
количество количество Кт,
^
1_____,___..___„_„„^____________1___________:______[__________________1_,_^______ ___________
\ Токарная ^
/< 30 | 0, (5 1- °' ^. 0/7
Рада^я • ^6^ ] ^(?5 1 у5
у Ком1иц:м.;м 1?Р^^^| ^32 1 ^
1Э Сь..1,..^ьная 2Р05^-^ 0,\ 1
^^ ^^ |Хчу^'1-;1-^!.-чя ^б0^ 1 0///
1 с^// 0,15 Токарная ^ь^ьчь
о,^ ^ О/Зб- 0,73 Срл^апилъная
^^2 ^г р/ ^
1 о/ чу 0^5 С^ерлиАьяая
1М55 <)'05
1 0/85 0/8 1
1
1
|
Наименование
|
Модель станка |
Расчетное количество |
Принятое количество |
Расчетный коэффициент |
Принятый коэффициент |
|
|
Токарная |
16К30 |
0,15 |
1 |
0,15 |
0,7 |
|
|
Разрезная |
8Г642 |
0,125 |
1 |
0,125 |
0,8 |
|
|
Комплексная |
ИР500МФ4 |
0,32 |
1 |
0,32 |
0,9 |
|
|
Сверлильная |
2Р135Ф2-1 |
0,1 |
1 |
0,1 |
0,81 |
|
|
Фрезерная |
6560Ф3 |
0,11 |
1 |
0,11 |
0,75 |
|
|
Токарная |
16К30Ф323 |
0,36 |
1 |
0,36 |
0,73 |
|
|
Сверлильная |
2Д132МФ2 |
0,48 |
1 |
0,48 |
0,85 |
|
|
Сверлильная |
2М55 |
0,05 |
1 |
0,05 |
0,8 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




