шение принципа поэтапности. Еще один пример – обработка наиболее точных поверхностей (таких, как отверстия Æ22Н7, Æ10Н7 и др.) на одной операции с одного установа на многоцелевых станках с ЧПУ. Эти станки имеют повышенную жесткость, и объединение получистовой и чистовой обработки не влияет на уменьшение их точности. Производительность обработки при этом повышается, поскольку происходит сокращение вспомогательного времени на установку и снятие детали.
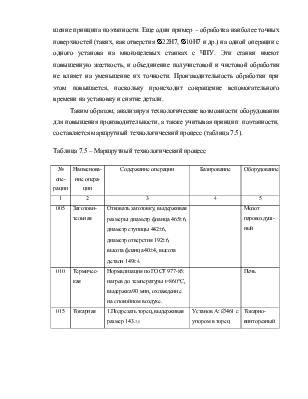
Таким образом, анализируя технологические возможности оборудования для повышения производительности, а также учитывая принцип поэтапности, составляется маршрутный технологический процесс (таблица 7.5).
Таблица 7.5 – Маршрутный технологический процесс
|
№ опе-рации |
Наименова-ние опера-ции |
Содержание операции |
Базирование |
Оборудование |
|
1 |
2 |
3 |
4 |
5 |
|
005 |
Заготови-тельная |
Отковать заготовку, выдерживая размеры: диаметр фланца 465±6, диаметр ступицы 442±6, диаметр отверстия 192±6, высота фланца 40±4, высота детали 149±4. |
Молот паровоздуш-ный |
|
|
010 |
Термичес-кая |
Нормализация по ГОСТ 977-85: нагрев до температуры t=860°С, выдержка 90 мин, охлаждение на спокойном воздухе. |
Печь |
|
|
015 |
Токарная |
1.Подрезать торец, выдерживая размер 143-2,1 |
Установ А: Æ461 с упором в торец |
Токарно-винторезный |
Продолжение таблицы 7.5
|
1 |
2 |
3 |
4 |
5 |
|
2.Расточить отверстие, выдерживая размер. 3.Подрезать торец, выдерживая размер 137,5-1. 4.Точить поверхность, выдержи-вая размер Æ455-0,63. |
Установ Б: Æ200 с упором в торец |
модели 16К30 |
||
|
020 |
Расточная |
Разрезать деталь на две поло-винки, выдерживая высоту половин 225±0,2 |
Æ455, установка на торец |
8Г642 |
|
025 |
Комплекс-ная |
1.Фрезеровать две выборки Æ48Н14(+0,62), выдерживая размеры межцент-ровое расстояние 310±0,65. 2.Сверлить 2 отверстия Æ18+0,18, выдерживая межцентровое рас-стояние 310±0,01. 3.Рассверлить 2 отверстия Æ24+0,21 на глубину 50+2,5. 4.Расточить 2 заточки Æ46+0,25 глубиной 2±0,2 в верхней поло-винке. 5.Сверлить 2 отверстия Æ7+0,15 глубиной 7±0,29, выдерживая размер 17,5±0,35, межцентровое расстояние 310±0,65 в верхней половинке 6.Расточить 2 заточки Æ34+0,25 глубиной 2±0,2 в нижней половинке. 7.Расточить 2 отверстия |
ИР500МР4 |
Продолжение таблицы 7.5
|
1 |
2 |
3 |
4 |
5 |
|
Æ22+0,021 напроход, выдерживая межцентровое расстояние 310±0,01 |
||||
|
030 |
Фрезерная |
Фрезеровать плоскость разъема, выдерживая размер 78-0,74 |
Установка на выборки, с упором в торец, Æ200 |
6560Ф3 |
|
035 |
Сверлиль-ная |
Установ А: 1.Сверлить 3 отверстия Æ9,1+0,15 глубиной Х мм, выдерживая размеры 67 72°±20¢. 2.Сверлить 2 отверстия Æ12+0,18 глубиной Х , выдерживая раз-меры 67 , 36°±12¢. 3.Развернуть 3 отверстия Æ10Н7(+0,015) глубиной Х , вы-держивая размеры 67 , 72°±20¢. Установ Б: 1.Сверлить 2 отверстия Æ9,1+0,15 глубиной Х мм, выдерживая размеры 67 36°±10¢. 2.Сверлить отверстие Æ12+0,18 глубиной Х , выдерживая раз-мер 67 3.Сверлить 2 отверстия Æ12+0,18 глубиной Y , выдерживая раз-меры 67 , 19°±12¢. 4.Развернуть 2 отверстия Æ10Н7(+0,015) глубиной Х , вы-держивая размеры 67 , 36°±10¢. |
Æ455 с упором в торец, плоскость разъема |
2Р135Ф2-1 |
|
040 |
Слесарная |
Собрать деталь |
верстак |
Продолжение таблицы 7.5
|
1 |
2 |
3 |
4 |
5 |
|
045 |
Токарная |
Установ А: 1.Подрезать торец, выдерживая размер 134,8-0,1. 2.Точить поверхность, выдерживая размер Æ440-0,63. 3.Подрезать торец, выдерживая размер 7+0,15. 4.Расточить отверстие, выдер-живая размер Æ424,2+0,155. 5.Расточить отверстие, выдер-живая размер Æ215,4+0,115. 6.Расточить отверстие Æ218+0,46 выдерживая размер 30,5±0,31. 7.Расточить отверстие Æ229+0,115, выдерживая размер 10,5±0,21. 8.Тачить канавку шириной 5Н11(+0,09), выдерживая размеры Æ239+1,15, 10,5±0,22. 9.Точить канавку шириной 14+0,43, выдерживая размеры Æ218+1,15, 49,5±0,125. 10.Точить торцевую канавку глубиной 15±0,22, выдерживая размеры Æ300+1,3, Æ348+1,4. Установ Б: 1.Подрезать торец, выдерживая размер 126-0,1. 2.Подрезать торец, выдерживая размер 134-0,1. 3.Расточить отверстие Æ218+0,46 выдерживая размер 30,5±0,31. |
Æ455 с упором в торец Æ440 с упором в торец |
16К30 Æ323 |
Продолжение таблицы 7.5
|
1 |
2 |
3 |
4 |
5 |
|
4.Расточить отверстие Æ229+0,115 выдерживая размер 17,5±0,21. 5.Точить канавку шириной 12Н11(+0,11), выдерживая размеры Æ239+1,15, 17,5±0,21. 6.Точить торцевую канавку глубиной 4±0,15, выдерживая размеры 17,5±0,21, Æ239+1,15, Æ226+1,15. 7.Точить поверхность, выдер-живая размер Æ316-0,14. 8. Точить поверхность Æ420-0,63 выдерживая размер 25±0,26. |
||||
|
050 |
Сверлиль-ная |
Установ А: 1.Фрезеровать 4 выборки Æ40+0,25, выдерживая размеры 15±0,22, 20°±12¢, 20±0,26. 2.Сверлить отверстие Æ12+0,18 глубиной 13±0,9, выдерживая размер Æ380±0,78. 3.Сверлить 3 отверстия Æ12+0,18 глубиной 52+3, выдерживая размер Æ312±0,65. 4.Сверлить 4 отверстия Æ22+0,21 напроход, выдерживая размеры Æ360±0,7, 104*, 20°±12¢. 5.Сверлить 12 отверстий Æ22+0,21 напроход, выдерживая размеры Æ380±0,7, 119*, 13°±12¢. |
Установка на торец, Æ200 |
2Д132МФ2 |
Продолжение таблицы 7.5
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.