|
1 |
2 |
3 |
4 |
5 |
|
Установ Б: 1.Сверлить отверстие Æ9,1+0,15 глубиной 10+0,9, выдерживая размер Æ380±0,7. 2.Сверлить 2 отверстия Æ10,2+0,18 глубиной 20±1,05, выдерживая размеры Æ380±0,7, 19°±12¢. 3.Сверлить отверстие Æ12+0,18 глубиной 13+1,1, выдерживая размер Æ295±0,65. 4.Сверлить отверстие Æ14+0,18 глубиной 25+1,3, выдерживая размеры Æ360±0,7, 46°30¢±12¢. 5.Сверлить 2 отверстия Æ14+0,18 напроход, выдерживая размеры Æ380±0,7, 119*, 19°±12¢. 6.Расточить 2 отверстия Æ32+0,25 на глубину 11±0,22, выдерживая размеры Æ380±0,7, 19°±12¢. 7.Развернуть отверстие Æ10Н7(+0,25) глубиной 10+0,9, выдерживая размер Æ380±0,7. 8.Нарезать 2 резьбы М12-7Н длиной 13±0,9, выдерживая размеры Æ380±0,7, 19°±12¢. |
||||
|
055 |
Комплекс-ная |
1.Фрезеровать 2 лыски шириной 20+0,52, длиной 20+0,52, выдержи-вая размеры 10±0,18. 2.Сверлить 2 отверстия Æ4,9+0,12 глубиной 13±0,9, выдерживая |
ИР500МФ4 |
Продолжение таблицы 7.5
|
1 |
2 |
3 |
4 |
5 |
|
размеры 20±0,26. 3.Сверлить 6 отверстий Æ8+0,15 напроход, выдерживая размеры 8±0,18, 101*, 40°±12¢, 12±0,22. 4.Сверлить отверстие Æ8+0,15 напроход, выдерживая размеры 27±0,26, 104*, 45°±12¢, 8°±6¢. 5.Фрезеровать площадку Æ28+0,52 глубиной 3±0,2. 6.Рассверлить отверстие Æ14,4+0,18 глубиной 23±1,05. 7. Нарезать резьбу М16х1,5-7Н длиной 17±0,9. 8.Сверлить отверстие Æ10,2+0,18 длиной 50±0,5, выдерживая размер 67±0,37. 9.Цековать Æ25+0,21 глубиной 1±0,22. 10.Рассверлить отверстие Æ18+0,18 на глубину 6±0,24. 11.Нарезать резьбу М12-7Н на длине 26±1,05, выдерживая размер 67±0,37. |
||||
|
060 |
Сверлиль-ная |
Сверлить 2 отверстия Æ12+0,18 глубиной 55+3, выдерживая размеры Æ312±0,65, 22°±30¢, 18°±12¢. Зафрезеровать площад-ку под отверстие Æ12+0,18 глубиной 3+1. |
Æ420, установка на торец |
2М55 |
Продолжение таблицы 7.5
|
1 |
2 |
3 |
4 |
5 |
|
065 |
Токарная |
Установ А: 1.Расточить отверстие Æ216Н7(+0,046) напроход. 2. Расточить отверстие Æ230Н7(+0,046) напроход. 3.Расточить отверстие Æ425Н6(+0,04) длиной 7+0,15. Установ Б: 1.Расточить отверстие Æ230Н7(+0,046) напроход. 2.Точить поверхность Æ315д6(-0,017-0,049) на длину 8±0,1 |
16К30Ф323 |
|
|
070 |
Контроль-ная |
Контрольный стол |
По данным таблицы 7.5 составлены маршрутные карты СумГУ 10140. 941008.
8.1 Разработка структуры операции
На основании спроектированного ранее технологического процесса (см. п. 7.5), станочные операции разделяются на установы, позиции и переходы и составляется операционное описание технологического процесса.
Операция 015 - Токарная
Содержание переходов:
1. Подрезать торец, выдерживая размер 143-2,1
2. Расточить отверстие, выдерживая размер Æ213,6+0,46
Установ Б
1. Подрезать торец, выдерживая размер 137,5-1
2. Точить поверхность, выдерживая размер Æ455+1,55
Схема базирования - рисунок 8.1
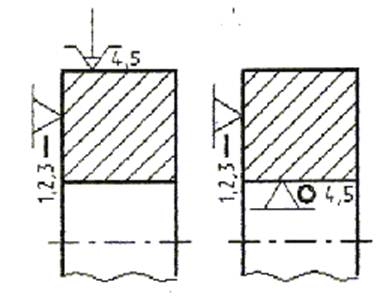
Рисунок 8.1
Оборудование - Токарно-винторезный станок модели 16КЗ0.
Операция 020 - Расточная
Содержание переходов:
Разрезать деталь на две половинки, выдерживая высоту половин 225±0,2.
Оборудование – Круглопильный автомат модели 8Г642
Содержание переходов:
Установ А
1. Фрезеровать две выборки Æ48Н14(+0,62), выдерживая размеры 80,5±0.43 68,75±0,37, межцентровое расстояние 310±0,65.
2. Сверлить 2 отверстия Æ20Н12(+0,18), выдерживая межцентровое расстояние 310±0,01.
3. Рассверлить 2 отверстия Æ24Н12(+0,25) на глубину 50.
4. Расточить две заточки Æ46+0,62 глубиной 2±0,2.
5. Сверлить 2 отверстия Æ7+0,15 глубиной 7±0,29, выдерживая размеры 17±0,35, межцентровое расстояние 310±0,65.
6. Расточить 2 отверстия Æ22Н7(+0,021) напроход, выдерживая межцентровое расстояние 310±0.01.
Установ Б
1. Фрезеровать две выборки Æ48Н14(+о,62), выдерживая размеры 80,5±0,43, 68,75±0,37, межцентровое расстояние 310±0,65.
2. Сверлить 2 отверстия Æ18Н12(+0,18), выдерживая межцентровое расстояние 310±0.01.
3. Рассверлить 2 отверстия Æ24 +0,21 на глубину 50.
4. Расточить две заточки Æ34+0,62 глубиной 2±0,2.
5. Расточить 2 отверстия Æ22Н7(+0,021) напроход, выдерживая межцентровое расстояние 310±0,01.
Схема базирования - Рисунок 8.2
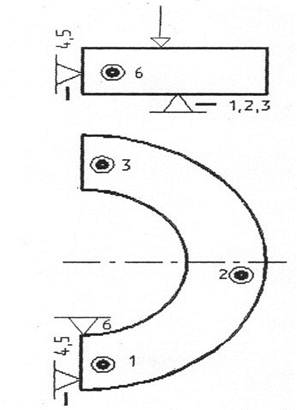
Рисунок 8.2
Оборудование – Сверлильно-фрезерно-расточной станок типа "Обрабатывающий центр" модели ИР500МФ4
Операция 030 – Фрезерная
Содержание переходов:
1. Фрезеровать плоскость разъема, выдерживая размер 79±0,37
2. Фрезеровать плоскость разъема, выдерживая размер 78±0,37
Схема базирования – Рисунок 8.3
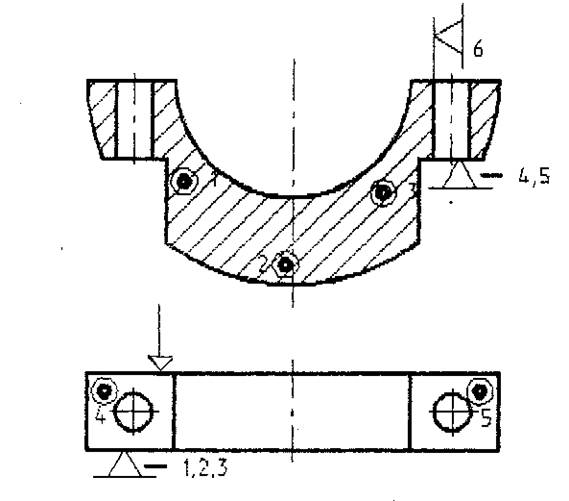
Рисунок 8.3
Оборудование – Вертикально-фрезерный станок с ЧПУ модели 6560Ф3.
Операция 035 – Сверлильная
Содержание переходов:
Установ А
1. Сверлить 3 отверстия Æ9,1+0,15 глубиной 13,2+1,8 , выдерживая размеры 68,75±0,37, 72°±20.
2. Сверлить 2 отверстия Æ12+0,18 глубиной 51,2+3 , выдерживая размеры 68,75±0,37, 36°±10.
3. Развернуть 3 отверстия Æ9,7+0,036 глубиной 13,2+1,8 , выдерживая размеры 68,75±0,37, 72°±20.
4. Развернуть 3 отверстия Æ10Н7(+0,015), глубиной 13,2+1,8.
1. Сверлить 2 отверстия Æ9,1+0,15 глубиной 13,2+1,8 , выдерживая размеры 68,75±0,37, 72°±20.
2. Сверлить отверстие Æ12+0,18 глубиной 51,2+3 , выдерживая размер 68,75±0,37.
3. Сверлить 2 отверстия Æ12+18 глубиной 33,2+3, выдерживая размеры 68,75±0,37, 36°±10.
4. Развернуть 2 отверстия Æ9,7+0,036 глубиной 13,2+1,8 , выдерживая размеры 68,75±0,37, 72°±20.
5. Развернуть 2 отверстия Æ9,1 глубиной 13,2 выдерживая размеры 68,75±0,37, 36°±10.
6. Развернуть 2 отверстия Æ10Н7(+0,015) глубиной 13,2+1,8 выдерживая размеры 68,75±0,37, 36°±10.
Схема базирования – Рисунок 8.4
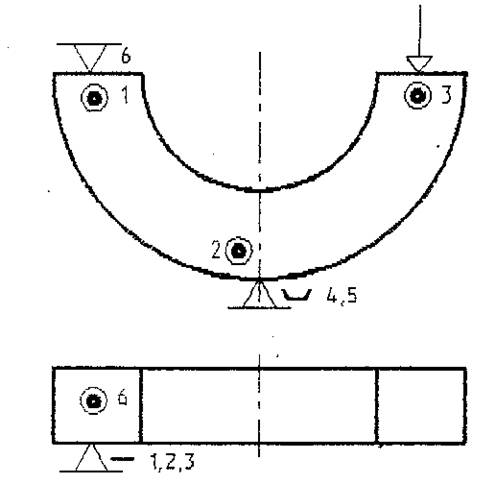
Рисунок 8.4
Оборудование – Вертикально-сверлильный станок с ЧПУ модели 2Р135Ф2-1.
Операция 040 – Слесарная
Содержание переходов:
Собрать деталь
Оборудование – Слесарный верстак
Операция 045 – Токарная
Содержание переходов:
Установ А
1. Подрезать торец, выдерживая размер 7,2+1,09
2. Точить поверхность, выдерживая размер Æ446+0,63
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.