15 Расчёт режимов резания
Режимы резания рассчитываются на операцию 010 (токарно - виноторезная), 020 (токарная с ЧПУ) и 050 (сверлильная с ЧПУ).
Режимы резания для точения наружной цилиндрической поверхности (операция 010 токарно-винторезная) определяются расчётно-аналитическим методом.
Исходные данные.
На токарно-винторезном станке 16К20 обтачивается корпус сальника. Обрабатываемый материал - сталь 20Х13Л ГОСТ977-88 с пределом прочности sВ=600 МПа. Заготовка - отливка диаметром ø272мм. Диаметр обработки ø260 мм, а длина – 20 мм. Закрепление заготовки – в трёхкулачковом самоцентрирующем патроне. Паспортные данные станка: мощность электродвигателя NЭ=11 кВт, КПД станка h=0,8, усилие подачи РО=6000 Н.
Параметры резца следующие:
- угол в плане j=950;
- вспомогательныё угол в плане j1=100;
- передний угол фаски gФ=100;
- радиус при вершине rВ=0,6 мм.
Сечение державки резца h´b=25´25 мм, материал пластины режущей части – твёрдый сплав Т5К10, а толщина пластины с=4,76 мм. Период стойкости Т=60 мин.
Расчёт режимов резания.
Глубина резания t, мм, определяется по формуле:
|
t=( DЗАГ–DОБР)/2, |
(15.1) |
где DЗАГ – диаметр заготовки до обработки, мм;
DОБР – диаметр заготовки после обработки, мм;
t=(DЗАГ–DОБР)/2 =(272–260)/2 = 6 мм.
Расчёт ведётся по эмпирическим формулам, а затем выбираются наивыгоднейшие режимы резания. При этом ограничения по производительности накладываются: режущими возможностями инструмента, мощностью электродвигателя привода главного движения, жёсткостью и прочностью режущего инструмента, прочностью режущей части инструмента, прочностью станка, жёсткостью системы «станок-приспособление-инструмент-деталь» а также шероховатостью обработанной поверхности.
Подача, допускаемая прочностью державки резца SПР.Р, мм/об, определяется по формуле:
|
SПР.Р= |
(15.2) |
где Н, В, LР – соответственно высота, ширина и вылет резца, мм;
[s]И – допускаемое напряжение на изгиб, МПа;
Для державки из закалённой стали 40Х [s]И=480 МПа. Вылет резца равен L=40 мм.
Значение коэффициентов и показатели степеней определяются для среднего диапазона подач (S=0,3-0,7 мм/об) по таблице 22 ([12], с.273) и таблице 17([12], с.269):
СРz=300;
xPz=1,0;
yPz=0,75;
nPz=–0,15;
СV=340;
xV=0,15;
yV=0,45;
m=0,20
Поправочный коэффициент для резца из твёрдого сплава КР определяется по формуле:
КР=КМР·Кj Р·Кg Р·Кl Р; (15.3)
где КМП ¾ коэффициент, учитывающий влияние обрабатываемого материала;
Кj Р ¾ коэффициент, учитывающий влияние угла в плане;
Кg П ¾ коэффициент, учитывающий влияние переднего угла;
Кl П ¾ коэффициент, учитывающий влияние угла наклона режущей кромки;
Коэффициент КМР определяется по формуле ([12], таблица9,с.264):
КМР
= (15.4)
(15.4)
где sВ ¾ предел прочности обрабатываемого материала;
n ¾ показатель степени, табличная величина.
sВ =600 МПа;
n =0,75([12], таблица9, с.264).
КМР
= =0,84;
=0,84;
Значения коэффициентов для тангенциальной составляющей сил резания для резца из твёрдого сплава равны:
Кj Р=0,89;
Кg Р=1;
Кl Р=1;
Кr р=1.
Тогда поправочный коэффициент КР будет равен:
КР=0,84 × 0,89 × 1 × 1=0,74.
Коэффициент КV определяется по формуле:
КV = КMV·КПV·КИV·Кj V, (15.5)
где КМV - коэффициент, учитывающий влияние материала заготовки;
КПV - коэффициент, учитывающий влияние состояния поверхности;
КМV - коэффициент, учитывающий влияние материала инструмента;
Кj V - коэффициент, учитывающий влияние геометрии резца.
Значение коэффициента КMV определяется по формуле ([12], таблица1, с.269):
КМV = Кr× ,
(15.6)
,
(15.6)
где Кr ¾ коэффициент, характеризующий группу обрабатываемости;
sВ ¾ предел прочности обрабатываемого материала, МПа;
nV ¾ показатель степени.
Кr =0,8 - нержавеющей стали;
nV =1 - при обработке резцами из твёрдого сплава ([12], таблица2, с.262).
КМV =0,8× = 1.
= 1.
КПV =0,8 ¾ для отливки ([12], таблица5, с.263).
КИV =1,4 ¾ для инструмента из твёрдого сплава марки Т5К6 ([12], с.263);
КV = 1 × 0,8 ×1,4 =1,12;
Тогда подача, допустимая прочностью державки резца равна:
|
SПР.Р= |
Подача, допускаемая жёсткостью детали SЖ.Д, мм/об определяется по формуле:
|
SЖ.Д= |
(15.7) |
где m - коэффициент, зависящий от схемы закрепления детали;
fД – допускаемая величина прогиба детали, мм;
Е – модуль упругости материала детали, МПа;
I – момент инерции поперечного сечения заготовки, мм4;
L – длина детали от крайней правой точки зажимного элемента до торца детали, мм.
fД=0,1 мм - для чернового точения;
Е=2,1 × 105 МПа - для стали;
m=3 - для консольного закрепления детали в патроне.
Момент инерции определяется по формуле:
|
I=0,05 × D4, |
(15.8) |
где D – диаметр заготовки, мм.
|
I=0,05 × 2604=2,2 × 108. |
|
SЖ.Д= |
Подача, допустимая жёсткостью резца SЖ.Р, мм/об, определяется по формуле:
|
SЖ.Р= |
(15.9) |
где fР – прогиб резца, принимаемый для черновой обработки fР=0,1 мм;
ЕР – модуль упругости материала державки резца, МПа.
Для стали ЕР=2,1·105 МПа.
|
SЖ.Р= |
Подача, допустимая прочностью твердосплавной пластины SПР.П, мм/об, определяется по формуле:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




 =10,87 мм/об.
=10,87 мм/об.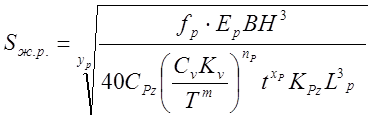 ,
,  =2,2 × 108
мм/об.
=2,2 × 108
мм/об.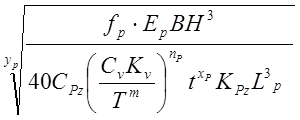 ,
, ,=28,1 мм/об.
,=28,1 мм/об.