[s]И – допускаемое напряжение на изгиб, МПа;
Для державки из закалённой стали 40Х [s]И=480 МПа. Вылет резца равен L=40 мм.
Значение коэффициентов и показатели степеней определяются для среднего диапазона подач (S=0,3-0,7 мм/об) по таблице 22 ([12], с.273) и таблице 17([12], с.269):
СРz=300;
xPz=1,0;
yPz=0,75;
nPz=–0,15;
СV=340;
xV=0,15;
yV=0,45;
m=0,20
Поправочный коэффициент для резца из твёрдого сплава КР определяется по формуле:
КР=КМР·Кj Р·Кg Р·Кl Р; (15.24)
где КМП ¾ коэффициент, учитывающий влияние обрабатываемого материала;
Кj Р ¾ коэффициент, учитывающий влияние угла в плане;
Кg П ¾ коэффициент, учитывающий влияние переднего угла;
Кl П ¾ коэффициент, учитывающий влияние угла наклона режущей кромки;
Коэффициент КМР определяется по формуле ([12], таблица9,с.264):
КМР
= (15.25)
(15.25)
где sВ ¾ предел прочности обрабатываемого материала;
n ¾ показатель степени, табличная величина.
sВ =600 МПа;
n =0,75([12], таблица9, с.264).
КМР
= =0,84;
=0,84;
Значения коэффициентов для тангенциальной составляющей сил резания для резца из твёрдого сплава равны:
Кj Р=0,89;
Кg Р=1;
Кl Р=1;
Кr р=1.
Тогда поправочный коэффициент КР будет равен:
КР=0,84 × 0,89 × 1 × 1=0,74.
Коэффициент КV определяется по формуле:
КV = КMV·КПV·КИV·Кj V, (15.26)
где КМV - коэффициент, учитывающий влияние материала заготовки;
КПV - коэффициент, учитывающий влияние состояния поверхности;
КМV - коэффициент, учитывающий влияние материала инструмента;
Кj V - коэффициент, учитывающий влияние геометрии резца.
Значение коэффициента КMV определяется по формуле ([12], таблица1, с.269):
КМV = Кr× ,
(15.27)
,
(15.27)
где Кr ¾ коэффициент, характеризующий группу обрабатываемости;
sВ ¾ предел прочности обрабатываемого материала, МПа;
nV ¾ показатель степени.
Кr =0,8 - нержавеющей стали;
nV =1 - при обработке резцами из твёрдого сплава ([12], таблица2, с.262).
КМV =0,8× = 1.
= 1.
КПV =0,8 ¾ для отливки ([12], таблица5, с.263).
КИV =1,4 ¾ для инструмента из твёрдого сплава марки Т5К6 ([12], с.263);
КV = 1 × 0,8 ×1,4 =1,12;
Тогда подача, допустимая прочностью державки резца равна:
|
SПР.Р= |
Подача, допускаемая жёсткостью детали SЖ.Д, мм/об определяется по формуле:
|
SЖ.Д= |
(15.28) |
где m - коэффициент, зависящий от схемы закрепления детали;
fД – допускаемая величина прогиба детали, мм;
Е – модуль упругости материала детали, МПа;
I – момент инерции поперечного сечения заготовки, мм4;
L – длина детали от крайней правой точки зажимного элемента до торца детали, мм.
fД=0,1 мм - для чернового точения;
Е=2,1 × 105 МПа - для стали;
m=3 - для консольного закрепления детали в патроне.
Момент инерции определяется по формуле:
|
I=0,05 × D4, |
(15.29) |
где D – диаметр заготовки, мм.
|
I=0,05 × 2604=2,2 × 108. |
|
SЖ.Д= |
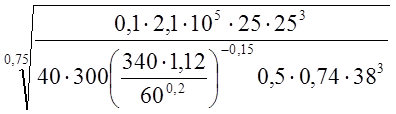
Подача, допустимая жёсткостью резца SЖ.Р, мм/об, определяется по формуле:
|
SЖ.Р= |
(15.30) |
где fР – прогиб резца, принимаемый для черновой обработки fР=0,1 мм;
ЕР – модуль упругости материала державки резца, МПа.
Для стали ЕР=2,1·105 МПа.
|
SЖ.Р= |
Подача, допустимая прочностью твердосплавной пластины SПР.П, мм/об, определяется по формуле:
|
SПР.П= |
(15.31) |
где с – толщина твердосплавной пластины, мм;
j - главный угол в плане резца, 0.
с=4,76 мм, j=930.
|
SПР.П= |
Подача, допустимая прочностью подачи SМ.П, мм/об, определяется по формуле:
|
SМ.П= |
(15.32) |
где РМ.П – осевая сила, допускаемая механизмом подачи станка.
Для станка 1М63МФ30 РМ.П=7000 Н.
|
SМ.П= |
Подача, допустимая шероховатостью обработанной поверхности Sr.o, мм/об определяется по формуле:
SЭ=SMAX ДОП=0,35 мм/об.
Данную подачу можно реализовать на станке 1М63МФ30.
Экономическое значение числа оборотов шпинделя определяется по формуле:
|
nЭ= |
(15.33) |
где D – диаметр заготовки, мм.
Значения коэффициента СV и показатели степеней теперь можно скорректировать. Зная, что S<0,7 мм/об, по таблице 17([12], с.269) определяются значения показателей:
СV =340;
x=0,15;
y=0,45;
m=0,20;
|
nЭ= |
Подача, допустимая мощностью станка SМ.С, мм/об, определяется по формуле:
|
SМ.С= |
(15.34) |
где NЭ – мощность электродвигателя привода главного движения, кВт;
h - КПД станка.
NЭ=11 кВт; h=0,8.
SМ.С=  =0,749 мм/об,
=0,749 мм/об,
Поскольку SМ.С<SЭ(0,699>0,35), то в качестве уже скорректированной технологической подачи принимается SТ=0,35 мм/об.
|
nМ.С= |
(15.35) |
nМ.С= =238,19 об/мин.
=238,19 об/мин.
Минутная подача SМ, мм/мин, равна:
|
SМ=n·SТ=238·0,35=83,3 мм/мин. |
(15.36) |
Для определения ступени максимальной производительности определяются сначала технологические расчётные подачи на каждой ступени по следующим формулам:
Оптимальная скорость резания:
vОПТ= =
= =180
м/мин.
=180
м/мин.
Оптимальная стойкость ТОПТ, мин, определяется по формуле:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 =12,57 мм/об.
=12,57 мм/об.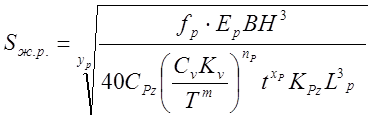 ,
,  =2,4 × 108
мм/об.
=2,4 × 108
мм/об.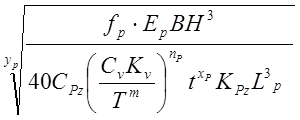 ,
, ,=29,1 мм/об.
,=29,1 мм/об.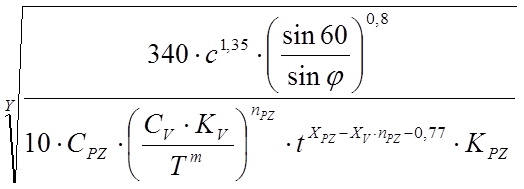
 =1,5 мм/об.
=1,5 мм/об. ,
, =0,35 мм/об.
=0,35 мм/об. ,
, =282,97 мм/об.
=282,97 мм/об. ,
,  ,
,