|
SПР.П= |
(15.10) |
где с – толщина твердосплавной пластины, мм;
j - главный угол в плане резца, 0.
с=4,76 мм, j=930.
|
SПР.П= |
Подача, допустимая прочностью подачи SМ.П, мм/об, определяется по формуле:
|
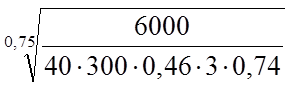
SМ.П= |
(15.11) |
где РМ.П – осевая сила, допускаемая механизмом подачи станка.
Для станка 16К20 РМ.П=6000 Н.
|
SМ.П= |
Подача, допустимая шероховатостью обработанной поверхности Sr.o, мм/об определяется по формуле:
SЭ=SMAX ДОП={10,87; 2,2·108; 28,1; 1,2; 0,33}min.
SЭ=0,33 мм/об.
Данную подачу можно реализовать на станке 16К20, так как 0,07 £ 0,33 £ 2,8. Скорректированное значение экономической подачи с учётом 5% поправки равно SЭ Д=0,35 мм/об.
Экономическое значение числа оборотов шпинделя определяется по формуле:
|
nЭ= |
(15.12) |
где D – диаметр заготовки, мм.
Значения коэффициента СV и показатели степеней теперь можно скорректировать. Зная, что S<0,7 мм/об, по таблице 17([12], с.269) определяются значения показателей:
СV =340;
x=0,15;
y=0,45;
m=0,20;
|
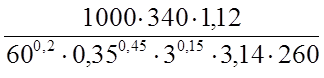
nЭ= |
Подача, допустимая мощностью станка SМ.С, мм/об, определяется по формуле:
|
SМ.С= |
(15.13) |
где NЭ – мощность электродвигателя привода главного движения, кВт;
h - КПД станка.
NЭ=11 кВт; h=0,8.
SМ.С=  =0,699 мм/об,
=0,699 мм/об,
Поскольку SМ.С<SЭ(0,699>0,35), то в качестве уже скорректированной технологической подачи принимается SТ=0,35 мм/об.
|
nМ.С= |
(15.14) |
nМ.С= =192,19 об/мин.
=192,19 об/мин.
Действительное значение частоты вращения шпинделя после корректировки по паспортным данным станка будет равно nД=200 об/мин, что соответствует i=13-й ступени коробки скоростей станка 16К20.
Минутная подача SМ, мм/мин, равна:
|
SМ=n·SТ=200·0,35=70 мм/мин. |
(15.15) |
Для определения ступени максимальной производительности определяются сначала технологические расчётные подачи на каждой ступени по следующим формулам:
|
SТ.Р= |
(15.16) |
SТ.Р14= =0,16
=0,16
SТ.Р15= =0,12
=0,12
SТ.Р16= =0,09
=0,09
Для остальных ступеней расчёт аналогичен, результаты сведены в таблицу 15.1:
Таблица 15.1 – Расчёт производительности
|
Номер ступени |
N, об/мин |
Подача, мм/об |
S, мм/мин |
Примечания |
|
|
SТ.Р |
SТ.Д |
||||
|
13 |
200 |
- |
0,35 |
70 |
оптимальный режим |
|
14 |
250 |
0,16 |
0,16 |
40 |
|
|
15 |
315 |
0,12 |
0,12 |
37,8 |
|
|
16 |
400 |
0,09 |
0,09 |
36 |
|
Оптимальная скорость резания:
vОПТ= =
= =163
м/мин.
=163
м/мин.
Оптимальная стойкость ТОПТ, мин, определяется по формуле:
|
ТОПТ= |
(15.17) |
Коэффициент использования резца по стойкости равен:
КТ= =
=![]() =5,66.
=5,66.
Сила резания РZ, Н, равна:
РZ=10·СРz·tXpz·SYpz·vnpz·KPz, (15.18)
РZ=10·300·3·0,350,75·163-0,15·0,74=1378 H.
Полученная сила резания меньше максимально допустимой (6000Н), значит резание осуществимо. Мощность резания равна:
NP= =
= =3,67 кВт.
(15.19)
=3,67 кВт.
(15.19)
Коэффициент использования станка по мощности равен:
КN= =
= =0,45.
(15.20)
=0,45.
(15.20)
Поскольку КN<1, то данный режим можно реализовать на станке 16К20.
Основное время обработки определяется по формуле:
ТО=![]() =
= =0,34 мин.
(15.21)
=0,34 мин.
(15.21)
Окончательные режимы резания занесены в таблицу 15.2:
Таблица 15.2 ¾ Режимы резания при обработке поверхности ø122
Параметр |
Величина |
|
Глубина резания, мм |
3 |
|
Подача, мм/об |
0,35 |
|
Скорость резания, м/мин |
163 |
|
Частота вращения шпинделя, об/мин |
200 |
|
Минутная подача, мм/мин |
70 |
Тангенциальная составляющая сил резания, Н |
1378 |
Основное время обработки, мин |
0,34 |
Режимы резания для точения наружной цилиндрической поверхности (операция 020 токарная с ЧПУ) определяются расчётно-аналитическим методом.
Исходные данные.
На токарно-винторезном станке 1М63МФ30 обтачивается корпус сальника. Обрабатываемый материал - сталь 20Х13Л ГОСТ977-88 с пределом прочности sВ=600 МПа. Диаметр обработки ø260 мм, а длина – 20 мм. Закрепление заготовки – в трёхкулачковом самоцентрирующем патроне. Паспортные данные станка: мощность электродвигателя NЭ=30 кВт, КПД станка h=0,8, усилие подачи РО=7000 Н.
Параметры резца следующие:
- угол в плане j=950;
- вспомогательныё угол в плане j1=100;
- передний угол фаски gФ=100;
- радиус при вершине rВ=0,6 мм.
Сечение державки резца h´b=25´25 мм, материал пластины режущей части – твёрдый сплав Т5К10, а толщина пластины с=4,76 мм. Период стойкости Т=60 мин.
Расчёт режимов резания.
Глубина резания t, мм, определяется по формуле:
|
t=( DЗАГ–DОБР)/2, |
(15.22) |
где DЗАГ – диаметр заготовки до обработки, мм;
DОБР – диаметр заготовки после обработки, мм;
t=(DЗАГ–DОБР)/2 =(261–260)/2 = 0,5 мм.
Расчёт ведётся по эмпирическим формулам, а затем выбираются наивыгоднейшие режимы резания. При этом ограничения по производительности накладываются: режущими возможностями инструмента, мощностью электродвигателя привода главного движения, жёсткостью и прочностью режущего инструмента, прочностью режущей части инструмента, прочностью станка, жёсткостью системы «станок-приспособление-инструмент-деталь» а также шероховатостью обработанной поверхности.
Подача, допускаемая прочностью державки резца SПР.Р, мм/об, определяется по формуле:
|
SПР.Р= |
(15.23) |
где Н, В, LР – соответственно высота, ширина и вылет резца, мм;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 =1,2 мм/об.
=1,2 мм/об. ,
, =0,33 мм/об.
=0,33 мм/об.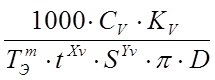 ,
, =279,97 мм/об.
=279,97 мм/об.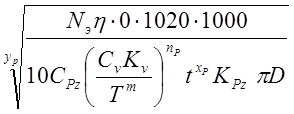 ,
,  ,
, ,
, =
= =340
мин
=340
мин