g – удельная производительность на 1м2 поверхности сита, м3 /ч, таблица 29 [2]; d - насыпная плотность материала, т /м3;
k, l, m, n, o, p – поправочные коэффициенты, таблица 30 [2].
 .
.
Выбираем грохот с площадью грохочения, ГИТ-71М, где площадь сита S = 13,2 м2.
Число грохотов:
 , (11)
, (11)
Коэффициент использования:
В четвертой операции схемы устанавливаем грохоты для совмещенного предварительного и поверочного грохочения третьей стадии дробления.
Необходимая площадь грохочения:

Выбираем грохот с площадью грохочения, ГСТ-81, где площадь сита S = 24,3 м2.
Число грохотов:
 шт.
шт.
Коэффициент использования:
Окончательный выбор грохотов представлен в таблице 10.
Таблица 10
Результаты расчета оборудования грохочения
|
Операции схемы |
Типоразмер |
Площадь грохочения, м2 |
Число |
|
II |
ГИТ-71М |
13,2 |
2 |
|
IV |
ГСТ-62 |
24,3 |
4 |
Обогатительные фабрики ставят перед собой следующие задачи: снижение расхода электроэнергии до 50-60 кВт /т концентрата; повышение содержания железа в концентрате, в том числе ОАО «ОЛКОН» 66,5-67,0 % Fe.
Учитывая опыт обогатительных фабрик, проектируем измельчение руды в две стадии с классификацией в гидроциклоне. Слив гидроциклона поступает на дешламацию. Обогащение руды ведется по магнитному циклу в магнитных сепараторах в четыре стадии.
1. Определение необходимого и достаточного количества показателей для расчета схемы производим по формуле:
N = c (np – ap + 1) – 1, где N – общее количество необходимых показателей;
с = е +1; е – число расчетных компонентов;
np – общее количество продуктов операции разделения;
ap - общее количество операций разделения.
N = 2 (12 – 6 + 1)–1 = 13.
К продуктам операции разделения:
Nпр = c (np – ap) = 2 (12 – 6) = 12.
К исходному питанию схемы:
Nисх = N - Nпр = 13 –12 =1.
Максимальное число показателей извлечения:
Nизв = е(np – ap ) = 12 – 6 = 6.
Содержание расчетных компонентов в питании схемы:
![]() =12-6=6.
=12-6=6.
Принимаем, на основании результатов опробования схемы действующей фабрики, численные значения исходных показателей:
Таблица 11
Исходные показатели
|
Содержание |
Извлечение |
|
β1=29,1 |
ε1=100,0 |
|
β 3=36,9 |
ε 3=94,1 |
|
β 6=53,3 |
ε 6=449,8 |
|
β 9=57,9 |
ε 9=443,5 |
|
β 11=51,4 |
ε 11=87,0 |
|
β 13=63,7 |
ε 13=84,7 |
|
β 15=65,9 |
ε 15=84,0 |
Часовая производительность главного корпуса:
 (12)
(12)
где Qф– годовая производительность фабрики, т/г;
kв– коэффициент использования оборудования главного корпуса, таблица 3 [2];
kн – поправочный коэффициент, учитывающий неравномерность тех свойств сырья, которые влияют на производительность оборудования данного цеха,
kн = 1,0-1,1.
 .
.
Совмещенная качественно-количественная и водно-шламовая схемы представлены на рис.7.
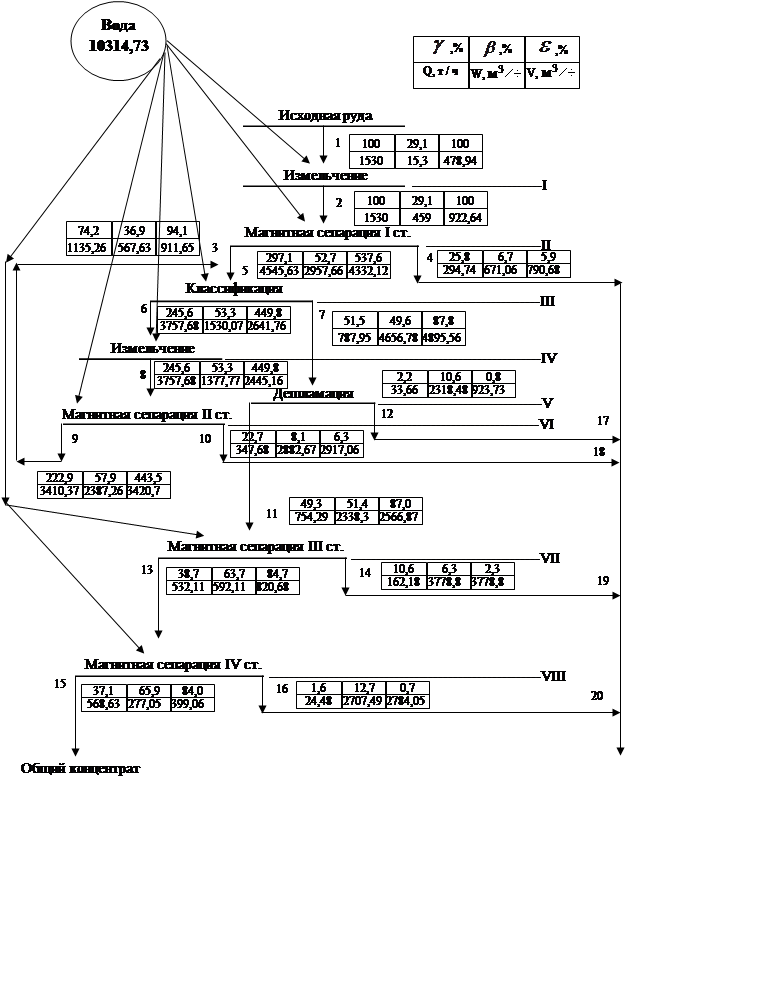
Рис. 6. Проектируемая совмещенная качественно-количественная и водно-шламовые схемы
В связи с тем, что в настоящее время содержание гематита в рудах Оленегорского месторождения мало (менее 3 %), на проектируемой фабрике извлечение гематита экономически не выгодно.
Производим расчет выходов, содержаний, извлечений и массовых производительностей продуктов:
 (13)
(13)
 (14)
(14)
где b - содержание расчетного компонента в продукте, %;
g - выход от исходного продукта, %;
e - извлечение расчетного компонента в продукте, %.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.