Среднее содержание железа по Оленегорскому месторождению:
Fe общ = 29,1 %
Основные тенденции развития современного обогатительного производства по переработке магнетитовых руд заключается в разработке энерго- и ресурсосберегающих технологий и оборудования, и также оптимальных путей получения высококачественных концентратов.
Основываясь на опыте работы действующего предприятия, а так же анализе научно технической литературы для проектируемой фабрики выбираю следующую технологическую схему обогащения:
- схема рудоподготовки включает трех стадиальное дробление с предварительным грохочением перед второй стадией и поверочным смешанным грохочением в третьей стадии, и двух стадиальное измельчение с поверочной классификацией;
- обогащение осуществляется магнитной сепарацией в четвертой стадии см. рис.1 и рис. 6
Одним из главных направлений в развитии технологии глубокого обогащения магнетитовых руд, является дробление руды до необходимых размеров перед дальнейшей (измельчением) подготовкой руды к процессам обогащения.
Исходя из заданной производительности дробильно-обогатительной фабрики 12 млн. тонн руды в год и крупности, поступающей руды, Dmax = 1100 мм, конечная крупность дробления выбранная мною 16 мм, поэтому выбираю схему дробления показанную на рис.1.
Производительность определяется режимом работы рудника, режимом подачи руды с рудника. Оленегорское месторождение разрабатывается открытым способом. Подачу руды на проектируемую фабрику предусматриваем круглосуточную, непрерывную (7 часов в смену, 3 смены в сутки).
Часовая производительность цеха крупного дробления определяем по
формуле:  (1)
(1)
где kн – коэффициент неравномерности (kн = 1,0 – 1,1).
Отделение крупного дробления проектируем, ближе к руднику с тем, чтобы на фабрику подавать крупнодробленую руду конвейерами. На фабрике предусматриваем склад крупнодробленой руды, позволяющий, для цеха среднего и мелкого дробления, выбрать режим работы, не зависимо от графика подачи руды.
Объем склада крупного дробления рассчитываем с учетом трехсуточного запаса (по нормативам Механобра).
![]() , где 72 – количество часов в трех сутках.
, где 72 – количество часов в трех сутках.
Часовая производительность цеха среднего и мелкого дробления определяем по формуле:
 ,
, ![]() (2)
(2)
где ![]() =0,83-коэффициент использования
оборудования {1}.
=0,83-коэффициент использования
оборудования {1}.
Принимаем Q1= Q2 =1800т\ч
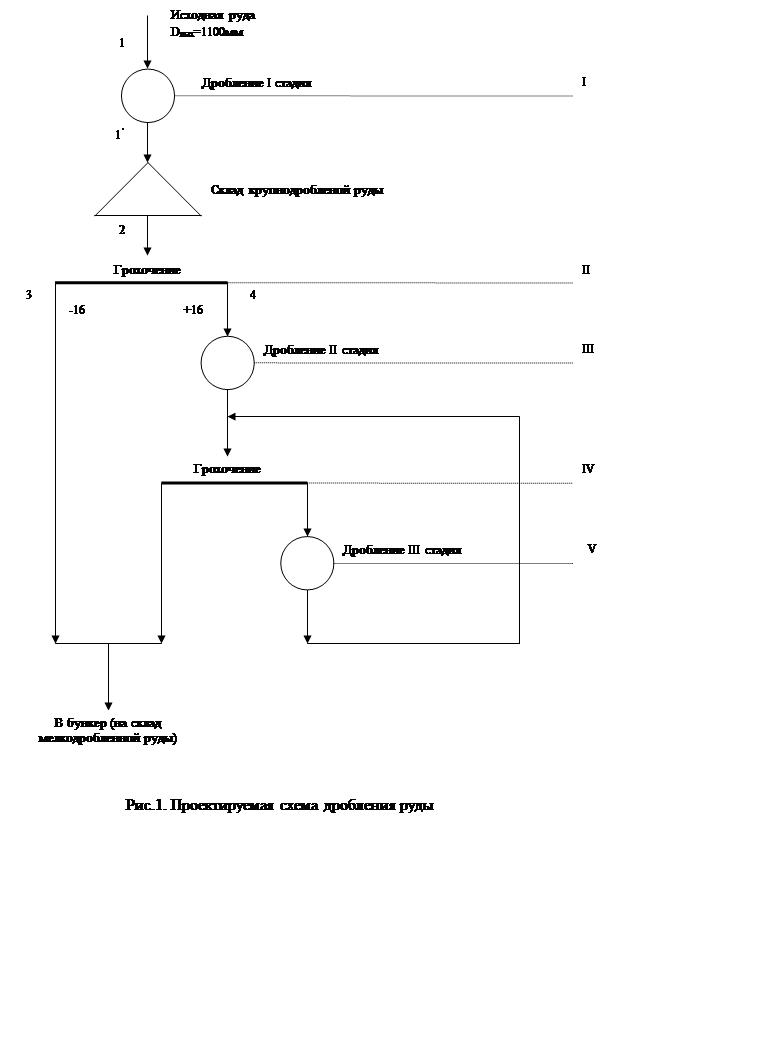 |
Таблица 1
Ситовой анализ исходной руды
|
Класс крупности, мм |
Выход класса, % |
Суммарный выход (по плюсу), % |
|
-1100+825 |
18 |
18 |
|
-825+550 |
21 |
39 |
|
-550+275 |
26 |
65 |
|
-275+135,5 |
16 |
81 |
|
-135,5+0 |
19 |
100 |
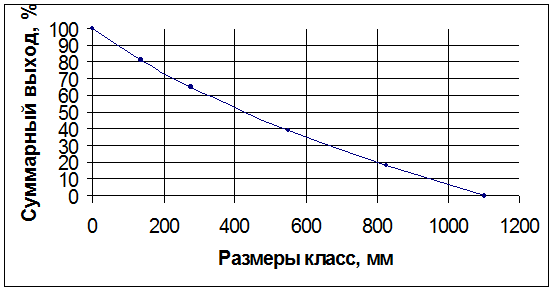 |
Рис.2. Гранулометрическая характеристика исходной руды
Степень дробления составит:
 (3)
(3)
Общая степень дробления:
Sобщ = ![]() (4)
(4)
Выбираем степени дробления по стадиям: S1 = 4; S2 = 4; S3 = 4,3, где Sn – степень для n стадии.
Условная максимальная крупность после первой стадии дробления:
 (5)
(5)
Условная максимальная крупность после второй стадии дробления:
 , (6)
, (6)
Условная максимальная крупность после третьей стадии дробления:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.