 100
100
![]()
 Ln(TRN)
СТАЛЬ
Ln(TRN)
СТАЛЬ
10
РЕЗИНА
![]() 1
1
![]()
![]()
0 FW1 FW2 ВЫСОКАЯ
СКОРОСТЬ ПИТАНИЯ / ЕДИНИЦА ШИРИНЫ
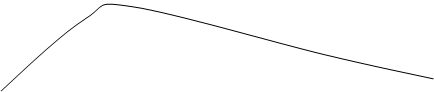
Рис.2.3.Зависимость параметров эффективности грохота от скорости подачи питания для резиновых и стальных поверхностей грохочения.
Объяснение рис.2.3. состоит в том, что когда скорость подачи питания на грохот с резиновой декой мала частицы движутся независимо аккумулируя энергию, делая большие скачки и имеют малую возможность пройти сквозь отверстия сита.
Увеличение скорости подачи питания приводит к возрастанию числа столкновений частиц друг с другом, снижению энергии частиц и длины отскоков и увеличению числа попыток. Поэтому эффективность грохота возрастает. Дальнейшее увеличение скорости питания вызывает замедление движения частиц и, как следствие приводит к снижению числа попыток вследствие чего частицы не достигвют поверхности сита и эффективность грохочения снижается.
На грохотах со стальной поверхностью сита, однако, коэффициент реституции мал и частицы не аккумулируют энергию. Отскоки частиц небольшие и высокие эффективности грохочения достигаются при малых скоростях подачи питания. Когда скорость питания возрастает, возрастает и взаимодействие частиц между собой, это приводит к уменьшению числа попыток и эффективности грохочения.
Лучшее понимание требует учёта формы частиц и формы отверстий на эффективность грохочения а также работы грохота в трудной области между сухим и мокрым грохочением. Первое, - это проблема оптимизации существующих грохотов, второе, - проблема работы фабрики.
II.3.2. Уравнения модели
Область В описывается уравнением (2.4).
E(x) = exp (- TRN×P/T) (2.4)
где
P = f0×[(1-fS)(1-X/D)2 + fS×(1- X/D)]×T (2.5) и
fS = 1 – (W/L) (2.6)
В области С регулировка осуществляется с использованием субмеш фактора (SF). Эта регулировка передаёт некоторое количество подситового материала нижнего продукта в субмеш фракцию надрешётного продукта, т.е. определяет количество мелких частиц, которые налипают на более крупные.
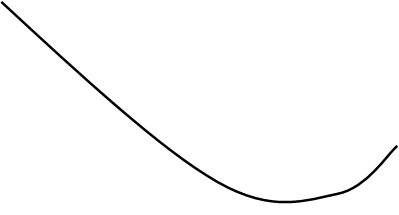
Важным технологическим параметром является скорость питания на единицу ширины сита FW и эта функция аппроксимируется несколькими прямыми линиями, как показано на рис. 2.2.
Число попыток TRN связано с технологическими параметрами набором уравнений следующего вида.
Ln(TRN) = A + B× FW + U×P1 + V×P2 FW< FW1 (2.7)
Ln(TRN) = C + D×FW + U×P1 + V×P2 FW< FW1< FW2 (2.8)
где C + A + (B – D)× FW1 при неразрывности (2.9)
и Ln(TRN) = C + D×FW2 + U×P1 + V×P2 FW> FW2 (2.10)
SF также связано с рабочими параметрами уравнением регрессии
SF = E + F×PSF + G×TSF (2.11)
Фактор мелочи используется для описания эффекта «обмазывания» мелкими частицами кусков крупного материала.
Материал более крупный чем «частица критической мелочи» рассматривается в терминах его поверхностной принадлежности.
Поверхность частиц aå(Voli)/[(xi + xi+1)/2]
и (SF×площадь) есть т/ч мелочи, которая переводится в надрешётный продукт.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.