При обратном ходе пневмораспределитель (ПР) переключается в противоположное положение, при этом воздух из блока подготовки воздуха (БПВ) поступает через пневмораспределитель (ПР) и параллельно включенные обратный клапан (ОК2) и дроссель (ДР2) в правую-штоковую полость пневмоцилиндра (ПЦ). Одновременно с этим воздух из левой-поршневой полости пневмоцилиндра (ПЦ) будет через дроссель (ДР1) и пневмораспределитель (ПР) опоржняться в атмосферу. При прямом и обратном ходе пневмоцилиндра для организации плавного торможения применяются два пневмодемпфера (ПД1, ПД2) одностороннего действия, которые работают в прямом и обратном ходе соответственно. Они подключаются к атмосфере с помощью дросселей обратных клапанов: (ПД1) с помощью параллельно включенных обратного клапана (ОК3) и дросселя (ДР3), (ПД2) с помощью параллельно включенных обратного клапана (ОК4) и дросселя (ДР4). При прямом и обратном ходе пневмоцилиндра (ПЦ) воздух через обратный клапан (ОК3) и дроссель (ДР3) запитывает поршневую полость пневмодемпфера (ПД1), и одновременно с этим через обратный клапан (ОК4) и дроссель (ДР4) запитывает поршневую полость пневмодемпфера (ПД2), т.е одновременно происходит и при прямом и при обратном ходе пневмоцилиндра (ПЦ) выдвижение обоих пневмодемпферов (ПД1, ПД2). При этом при прямом ходе пневмоцилиндра (ПЦ) регулируемый упор (РУ1), установленный на вспомогательной направляющей встретится в конце хода пневмоцилиндра (ПЦ) со штоком пневмодемпфера (ПД1), который под такой нагрузкой и за счет силы сжатия от пружины сжатия будет постепенно опорожняться через дроссель (ДР3) в атмосферу. При этом происходит движение поршня пневмодемпфера слева направо. Таким образом происходит плавное взаимодействие регулируемого упора (РУ1) со штоком пневмодемпфера(ПД1), т.е плавное торможение.
При обратном ходе пневмоцилиндра (ПЦ) регулируемый упор (РУ2), установленный на вспомогательной направляющей встретится в конце хода пневмоцилиндра (ПЦ) со штоком пневмодемпфера (ПД2), который под такой нагрузкой и за счет силы сжатия от пружины сжатия будет постепенно опорожняться через дроссель (ДР4) в атмосферу. При этом происходит движение поршня пневмодемпфера справа налево. Таким образом происходит плавное взаимодействие регулируемого упора (РУ2) со штоком пневмодемпфера (ПД2), т.е плавное торможение.
![]()
7.
![]() Унификация
поверхностей.
Унификация
поверхностей.
Для унификации соединения модулей робота стыковочные поверхности должны иметь одинаковую форму, тип крепления и одинаковые присоединительные размеры.
Т.е в проектируемом роботе модуль поворота, модуль подъёма, модуль горизонтального выдвижения руки должны иметь одинаковую стыковочную поверхность. Поэтому с целью унификации необходимо обеспечить одинаковую для всех модулей стыковочную поверхность и, в частности, реализовать её в модуле горизонтального выдвижения.
Путем конструкторских рассуждений, была выбрана стыковочная поверхность, изображенная на рис.9.

Рис. 9. Стыковочная поверхность
Стыковочная поверхность представляет собой часть выпиленной пластины сложной формы (в виде креста) с сечением прямоугольника размером 120х100 мм с четырьмя отверстиями цилиндрической формы под болтовое крепление с резьбой М10, расположенными на 20мм от поверхности размером 120мм и на 11 мм от поверхности размером 100мм.
Толщина пластины для надежности соединения должна быть как минимум 7 мм.
Вся сложная крестовая пластина представлена на рис.10.
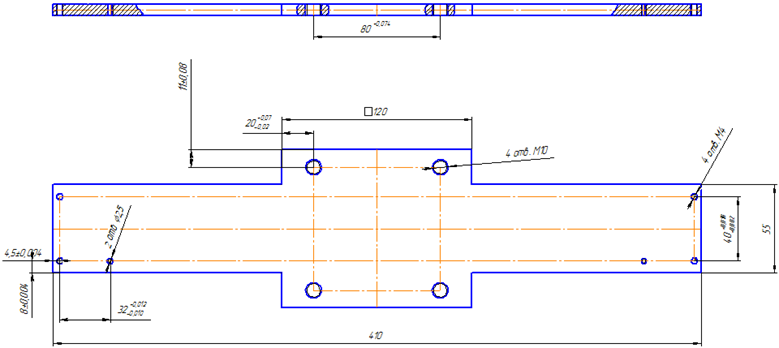
Рис.12. Крепление к модулю подъёма
![]()
8.
![]() Выбор
материалов.
Выбор
материалов.
Гильза силового пневмоцилиндра и пневмодепферов изготавливается из анодированного алюминия АВ 1 ГОСТ2163-76. Такой способ гальванопокрытия алюминия обеспечивает ей износостойкойкость. Качество внутренней поверхности Ra 0.6. Качество внешней поверхности Ra 5. Отклонение от цилиндричности для внутренней и внешней поверхности 4 мкм. Посадка отверстия выполняется по седьмому квалитету H7. Мехобработкой является чистовое фрезерование.
Шток выполняется из хромированной стали Ст 40Х ГОСТ 4543-71. Применяется термообработка в виде нормализации, с твердостью на выходе 250 HB. Нормализация повышает допускаемое напряжение изгиба. Качество поверхности Ra 0.63. Мехобработкой является чистовое точение. Отклонение от цилиндричности 2 мкм. Отклонение от плоскостности 30мкм. Отклонение торцов от перпендикулярности 50 мкм. Часть штока, которая соединяется с поршнем, использует посадку с натягом g6. Способ гальванопокрытия -внешнее хромирование.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.