Тема 4. Оборудование для комбинированной обработки металлов
Приоритет в развитии комбинированных методов обработки материалов принадлежит нашей стране. Работами советских исследователей показано, что очень перспективным и выгодным является использование в одном процессе размерной обработки различных физических или химических явлений, т. е. сочетания различных электрофизических и электрохимических методов обработки. Образование новых комбинированных методов возможно вследствие подобия кинематики отдельных составляющих процессов, общности технологических характеристик и областей применения. Такое сочетание повышает производительность нового процесса обработки, в ряде случаев устраняет недостатки, присущие каждому отдельному методу, расширяет области технологического использования метода.
Наилучшие результаты достигаются при совмещении в одном методе электроэрозионной, электрохимической, ультразвуковой обработки.
В частности, в последнее время достигнуты успехи в развитии обработки следующими комбинированными методами:
1) анодно-механическая;
2) электроэрозионнохимическая;
3) ультразвуковая электрохимическая.
4.1. Анодно-механическая обработка
|
|
Наиболее широко анодно-механическая обработка с металлическим электродом-инструментом применяется для разрезных операций и заточки режущего инструмента. Эту обработку можно применять практически во всех тех случаях, когда возможна обработка резанием, т. е. для методов обработки, подобных по кинематике токарной, фрезерной, сверлильной, шлифовальной и др. Но в настоящее время анодно-механическую обработку целесообразно использовать только для обработки труднообрабатываемых металлов и сплавов. Анодно-механическая обработка основана на использовании комбинированного процесса электрохимического и электроэрозионного воздействия на обрабатываемое изделие движущегося (вращающегося) электрода-инструмента. При этом, как и при электрохимической обработке, электрод-инструмент подключается к отрицательному полюсу источника тока, электрод-деталь — к положительному. Сущность метода заключается в удалении лишнего материала как за счет анодного растворения обрабатываемого материала, так и за счет электроэрозионного разрушения.
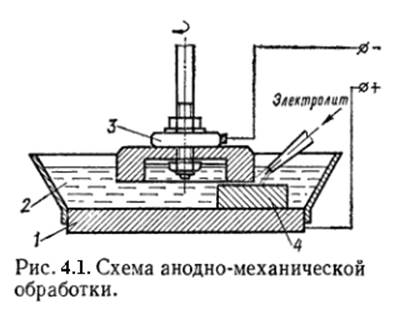
Принципиальная схема обработки показана на рис. 4.1. Деталь-анод 4, закрепленный на рабочем столе 1, находится в среде электролита 2. Металлическому инструменту-катоду 3 сообщается вращательное движение. В результате анодного растворения на поверхности детали образуется пассивирующая пленка, которая удаляется вследствие механического движения (вращения) электрода-инструмента. Такое разрушение обрабатываемого материала наблюдается при малых плотностях тока. Скорость удаления материала при этом составляет 0,03—0,05 мм/мин.
При высоких плотностях тока обработка происходит вследствие электроэрозионного разрушения. В результате электротермического действия тока плавятся вершины микронеровностей обработанной поверхности в местах контакта с электродом-инструментом. Продукты разрушения уносятся из зоны обработки движущимся электродом-инструментом и электролитом.
Питание осуществляется постоянным током при мощности источника питания до десятков киловатт.
В качестве электролита для анодно-механической обработки наиболее часто применяется водный раствор силиката натрия (Na2SiO3) плотностью 1,28—1,38 г/см3. В зависимости от характера выполняемой работы иногда применяют другие электролиты: а) 3—5% жидкого стекла, 1 % глицерина, остальное — вода; б) 4%-ный водный раствор буры; в) мелкодисперсный водный раствор жидкого стекла (20%), веретенного или трансформаторного масла (6%) с добавками стеариновой кислоты (5% веса масла) и триэтаноламина (0,5% веса воды). Эти электролиты по свойствам не уступают общепринятому электролиту — раствору жидкого стекла в воде, но в отличие от последнего не налипают на поверхность деталей станков и обрабатываемых деталей.
Исходя из сущности метода анодно-механическую обработку можно выполнить в двух режимах:
1. Высокопроизводительные (черновые) режимы при рабочем напряжении 22—30 в. В этих режимах преобладает электроэрозионное разрушение материала. Обработанная поверхность имеет высоту микронеровностей до 500— 600 мкм. Применяются для черновой обработки.
2. Чистовые, или мягкие, режимы. Эти режимы менее производителями и получаются при рабочем напряжении 3—15 в. В этих режимах съем металла происходит только за счет анодного растворения обрабатываемого материала. Качество обработанной поверхности на этих режимах высокое — высота неровностей менее 1 мкм. Применяются для чистотой обработки.
Оба режима, как правило, можно выполнить одним инструментом без замены, т.е. с одной установки инструмента.
Анодно-механичеекая обработка имеет следующие достоинства:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.