При прохождении постоянного электрического тока поверхность обрабатываемой детали подвергается анодному растворению, интенсивность которого прямо пропорциональна плотности тока и обратно пропорциональна величине межэлектродного зазора.
Одновременно ультразвуковому инструменту 2 сообщаются колебания ультразвуковой частоты. Колебательные движения инструмента в условиях абразивной суспензии — взвеси зерен абразива в электролите — приводят к механическому разрушению материала заготовки и к частичному удалению пассивирующей пленки. Абразивная суспензия-электролит, прокачиваемая через межэлектродный зазор, удаляет продукты анодного растворения и ультразвуковой обработки из рабочей зоны. В результате происходит «копирование» формы ультразвукового инструмента-катода в материале заготовки анода.
В качестве электролита рекомендуется использовать 10—15%-ный раствор азотнокислого натрия (калия), так как такой электролит обеспечивает необходимую плотность рабочего тока в межэлектродном зазоре. В качестве антикоррозионной присадки в электролит вводится азотистокислый натрий (NaNO2 — 1 %). В качестве абразива (примерно 19%) рекомендуется применять зерна карбида бора или зерна карбида кремния зеленого.
Скорость обработки зависит в основном от плотности рабочего тока. С увеличением плотности тока скорость обработки возрастает.
Наибольшая допустимая плотность тока ограничена определенным напряжением (напряжение искрения). Предельный уровень напряжения определяется размерами зерен применяемого абразива.
С увеличением размера зерна абразива повышается производительность обработки вследствие того, что можно получить высокие плотности рабочего тока. При плотностях тока 15—20 а/см2 производительность обработки твердого сплава составляет примерно 500 мм3/мин (производительность ультразвуковой обработки в этих условиях составляет примерно 50 мм3/мин, а электрохимической — 160 мм/мин).
Расчет и конструирование инструмента для комбинированной ультразвуковой электрохимической обработки осуществляется по той же методике, что и для обычной ультразвуковой обработки.
|
|
Для получения необходимой амплитуды колебаний ультразвуковой инструмент может иметь ступенчатую, конусную или экспоненциальную форму. При площади обработки менее 150—200 мм2 рекомендуется применять инструмент экспоненциальной или конусной формы, а при площади более 200 мм2 — ступенчатой.
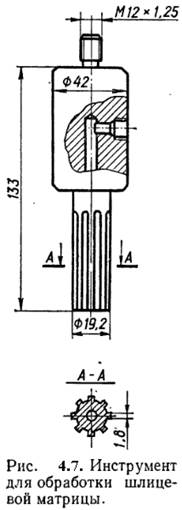
В качестве материалов для изготовления инструментов можно использовать углеродистые конструкционные и низколегированные стали (стали 45, 40Х, 65Г и т. п.). Для подачи электролита в инструменте предусматриваются специальные каналы. Инструмент для обработки шлицевой матрицы показан на рис.4.7.
Чтобы получить обрабатываемую полость необходимы) размеров, размеры рабочего контура инструмента необходимо уменьшить на величину межэлектродного зазора Величина межэлектродного зазора, в свою очередь, зависят от плотности тока и выбирается для конкретных условий обработки.
При ультразвуковой электрохимической обработке увеличение плотности рабочего тока приводит к увеличению конусности получаемы; отверстий. При плотности тока 15 А/см2 конусность отверстия может достигать 1,5° Конусность можно уменьшить, применив грибковые инструменты, у которых нижняя часть боковые поверхности изолируется пленкой из эпоксидных смол, капрона или слоем эластичной эбонитовой смеси.
Для получения требуемой точности рельефа полостей, имеющих фасонное дно, обработка ведется несколькими инструментами.
Количество инструментов п зависит от степени износа и требуемой точности обработки и определяется из выражения где h — глубина профиля;
D — наибольшее допустимое искажение профиля в направлении вертикальной подачи электрода-инструмента (точность обработки профиля дна};
g — величина относительного износа катода-инструмента.
В процессе ультразвуковой электрохимической обработки инструмент изнашивается. Но этот износ намного меньше, чем при обычной ультразвуковой обработке. Наименьший износ — в диапазоне плотностей тока 2—5 a/см2. При плотности тока 15—20 а/см2 износ инструмента составляет 5,5—6%.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.