Этот метод высокопроизводителен. Например, продолжительность анодно-механической заточки такого сложного инструмента, как твердосплавная фреза, составляет до 1,5 ч. Стойкость инструмента, заточенного этим методом, достигает примерно 3—4 ч.
Анодно-механическая заточка имеет следующие преимущества перед другими методами заточки:
1) скорость съема металла не зависит от твердости и других механических свойств материала затачиваемого инструмента;
2) заточка идет без нагрева при малых усилиях и не вызывает появления трещин на пластинах из твердых сплавов;
3) переход от грубой заточки к тонкой осуществляется изменением режима обработки без замены электрода-диска, с одной установки инструмента;
4) исключается применение дорогих абразивов (зеленый карбид кремния) при заточке твердосплавных инструментов;
5) достигается высокий класс чистоты поверхности заточенного инструмента.
Недостатки заточки такие же, как и при других видах анодно-механической обработки.
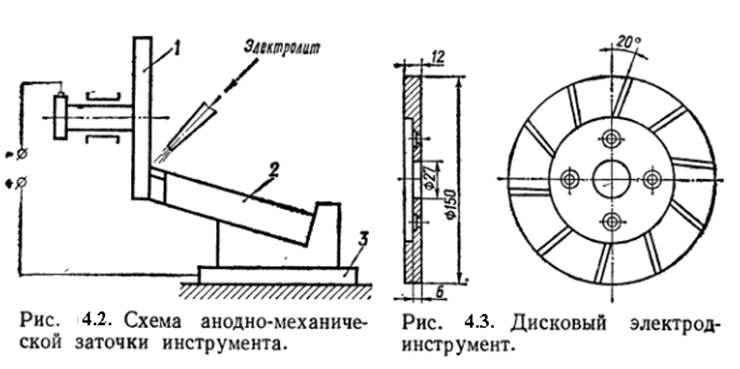
В качестве инструмента используют металлический диск с пазами (рис.4.3).
Наша промышленность выпускает станки для анодно-механической заточки твердосплавного инструмента. Например, разработан полуавтомат для анодно-механического профилирования и заточки твердосплавных резцов. Один рабочий может обслуживать три таких полуавтомата. Станок за смену профилирует 15—20 резцов, оснащенных пластинами из сплава Т5К10 при точности профиля ± 0,02 мм и шероховатости поверхности Ñ8—Ñ9.
4.2. Электроэрозионнохимическая обработка
Этот метод обработки появился недавно. Хотя принцип сочетания электроэрозионного процесса с анодным растворением использован в анодно-механическом методе обработки, но возможности такого сочетания полностью не реализованы. В результате работ, проведенных в ЭНИИМСе, создан принципиально новый метод обработки труднообрабатываемых материалов со сравнительно широкими технологическими возможностями. Этот метод можно использовать для прошивки отверстий, получения полостей штампов и пресс-форм, различных щелей и пазов.
Сущность электроэрозионнохимического метода заключается в том, что в одной операции совмещаются одновременно два процесса: локальное электроэрозионное разрушение материала детали с помощью графитированного электрода-инструмента и анодное растворение материала в проточном электролите по всей обрабатываемой поверхности. Схема обработки показана на рис.4.4.
|
|
Заготовка 1 помещена в ванну 3 с электролитом 2. Гра-фитированный электрод-инструмент 4 закреплен в шпинделе 5. Заготовка и электрод-инструмент подключены к источнику питания, которым является специальный генератор импульсов. Как и при электроэрозионном и электрохимическом методах, в этой схеме для поддержания определенной величины межэлектродного зазора 6 предусматривается следующая система.
В качестве электролита используется 10%-ный водный раствор хлористого натрия.
Инструмент для этого метода должен быть изготовлен из химически и эрозионностойкого материала (лучше всего— из графита марки ЭЭГ).
Производительность электроэрозионнохимического метода обработки значительно (в 5—10 раз) выше производительности каждого процесса в отдельности (электроэрозионного и электрохимического) и суммарной производительности при раздельном проведении обоих методов.
Производительность в значительной мере зависит от температуры электролита. Оптимальные условия создаются при температуре электролита 24—30° С. Повышение температуры по сравнению с оптимальной ухудшает электроэрозионный процесс, снижение ухудшает условия анодного растворения металла.
Для разных материалов производительность различна.
Технологические характеристики электроэрозионнохимической обработки зависят от коэффициента а. Этот коэффициент представляет собой отношение средней плотности тока, обусловленной процессом электроэрозии, к средней плотности тока, обусловленной процессом анодного растворения:

обычно а = 0,1 ¸ 1,2.
Скорость электроэрозноннохимической обработки значительно превышает скорости обработки при электроэрозии и анодном растворении и может быть определена из выражения
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
