2.2 Ведущие валы
Технологический процесс устранения основных дефектов ведущего вала коробок передач (детали 120-1701030,200-1701030,51-7017 и 20-1701030-Б)
|
№ опер |
Содержание операции |
Оборудование и приспособления |
Инструменты |
|
Дефект. 1. Износ шейки направляющего конца ведущего вала под подшипник в маховике |
|||
|
1 |
Зачистить центровые фаски вала по мере надобности и шлифовать шейку напрвляющего конца ведущего вала до диаметра меньше номинального на 0,3-0,4 мм под вибродуговую наплавку |
Круглошлифовальный станок типа 3160А, передний грибковый центр, задний центр, хомутик |
Трёхгранный шабер, шлифовальный круг ПП 600´25´305 Э № 50-40 С1К. Штангенциркуль 150 мм, точность 0,05 мм |
|
2 |
Наплавить шлифовальную шейку вала до диаметра больше номиналього размера на 2-2,5 мм вибродуговой наплавкой |
Токарный станок, установка типа УАНЖ-ВНИИАТ, задний центр |
Штангенциркуль 150 мм, точность 0,1 мм |
Режим наплавки: сила постоянного тока 100-120 а, для ГАЗ-51 140-160 а; напряжение 12 В; индуктивность 3-4 витка дросселя РТСЭ-24; скорость наплавки 0,9 м/мин; число оборотов детали 8 в минуту, для ГАЗ-51 – 6 в минуту, скорость подачи электродной проволоки 1,2-1,3 м/мин; продольная подача головки 3,0 мм/об; электродная проволока ОВС Æ 1,6 мм, для ГАЗ Æ 1,8 мм; вылет электрода 7-8 мм; амплитуда вибрации электрода 1,2-1,5 мм. Охлаждающая жидкость: смесь 20-30% технического глицерина с водой; расход жидкости 0,5 л/мин.
|
3 |
Предварительно шлифовать наплавленную шейку с припуском на окончательную шлифовку 0,2-0,3 мм на диаметр. Шлифовать шейку окончательно под номинальный размер. Затупить острые кромки. После окончательной обработки шейки направляющего конца ведущего вала биение должно быть не более 0,025 мм |
Круглошлифовальный станок типа 3160А, передний грибковый центр, задний центр, поводковый хомутик |
Шлифовальный круг ПП 600´25´305 Э № 50-40 С1К, шлифовальный круг Э № 40-25 СМ2 К, абразивный брусок. Штангенциркуль 150 мм, точность 0,1 мм, микрометр 0-25 мм или предельные скобы по размерам |
|
2-й способ ремонта: хромирование |
|||
|
1 |
Предварительно изношенную наплавленную шейку ведущего вала под хромирование до удаления следов износа и получения правильной геометрической формы |
Круглошлифовальный станок типа 3160А, передний грибковый центр, задний центр, поводковый хомутик |
Шлифовальный круг ПП 600´25´305 Э № 40-25 СМ2 К |
Подготовить поверхность и хромировать изношенную шейку вала до номинального размера с припуском на окончательную шлифовку 0,06-0,08 мм на диаметр по технологическому процессу хромирования стержней клапанов
|
2 |
Прошлифовать хроированную шейку ведущего вала до номинального размера согласно чертежам. Затупить острые кромки абразивным бруском |
Круглошлифовальный станок типа 3160А, передний грибковый центр, задний центр, поводковый хомутик |
Шлифовальный круг ПП 600´25´305 Э № 40-25 СМ2 К, брусок. Микрометр 0-25 мм или скобы по размерам шеек |
|
Дефект 2. Повреждение или износ резьбы под гайку заднего шарикового подшипника ведущего вала (только у ЗИЛ-164 и МАЗ-200) |
|||
|
1 |
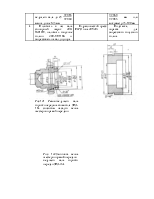
Установить вал в центры станка и обточить поврежденную или изношенную резьбу под гайку заднего шарикового подшипника вала |
Токарный станок типа ИЖ-250П, предний грибковый центр, поводковая планшайба |
Проходной упорный резец с пластиной твердого сплава Т14К8. Штангенциркуль 150 мм |
|
2 |
Защитить щейку под подшипник и прилегающие поверхности от брызг металла и обварить проточенную шейку под резьбу номинального размера с припуском на обточку 1,5-2,0 мм на сторону |
Сварочный генератор, стол для электросварщика, латунное разъемное кольцо |
Электродержатель, защитный щиток для глаз, металлическая щетка |
Произвести сварку постоянным током 120-140 а на обратной полярности электродом ОММ5 Æ 3 мм Э42 ГОСТ 2523-60. Можно сваривать автоматической наплавкой под флюсом.
|
3 4 5 |
Обточить заваренную шейку под нарезку резьбы номинального размера. Снять фаску под углом 30о для ЗИЛ-164 и 1´45о для Маз-200. Нарезать резьбу номинального размера. Фрезеровать паз под усик замочной шайбы по размерам чертежей Зачистить кромки паза от заусенцев после фрезерования паза и прокалибровать плашкой резьбу на шейке вала. |
Токарный станок типа ИЖ-250П, поводковая планшайба, грибковый передний центр, задний центр. Горизонтально-фрезерный станок 6М-80Г Слесарный верстак с тисками. |
Проходной упорный резец с пластиной твердого сплава Т5К10, резьбовой резец с пластиной твердого сплава Т15К6. Штангенциркуль 150 мм, точность 0,1 мм, резьбовое кольцо. Дисковая фреза Æ60´8. Штангенциркуль 150 мм, точность 0,1 мм. Личной вороток. Резьбовое кольцо по размерам резьбы. |
П р и м е ч а н и е. Дефектную резьбу под гайку заднего шарикового подшипника ведущего вала можно восстанавливать также способом вибродуговой наплавки без предварительного протачивания изношенной резьбы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.