Биение внутренней поверхности насадного венца после шлифования Æ 42 мм не должно быть более 0,025 мм.
|
Дефекты. 8. Ослабление посадки конусного кольца синхронизатора ведущего вала коробки передач МАЗ-200 |
|||
|
1 |
Снять корпусное кольцо синхронизатора вала (дет. 200-1701166) и вынуть стопорный шарик (дет. 200-1601090) |
Верстак с тисками, мягкие губки |
Бронзовая выколотка, молоток 400 г |
|
2 |
Зачистить
центровые фаски вала и прошлифовать шейку вала «как чисто», но не менее Æ |
Круглошлифовальный станок типа 3160А, поводковая планшайба, грибковый передний центр, задний центр |
Шлифовальный
круг ПП 600´25´305 Э № 40-25 СМ2 К.Микрометр 75-100 мм или предельная скоба |
Подготовить поверхность и хромирровать изношенную шейку вала до Æ 97,20 по технологическому процессу хромирования стержней клапанов (операции 2-12 стр. 561-562)
|
3 |
Установить в
центры станка и прошлифовать хромированную шейку ведущего вала до Æ |
Шлифовальный станок типа 3160А, поводковая планшайба. |
Шлифовальный
круг ПП 600´25´305 Э № 40-25 СМ2 К. Предельная скоба |
|
4 |
Положить в паз вала стопорный шарик 200-1601099, наложить конусное кольцо 200-1701166 и запрессовать на вал до упора |
Гидравлический пресс ГАРО типа 208 20 т |
Подставка, оправка для запрессовки конусного кольца |
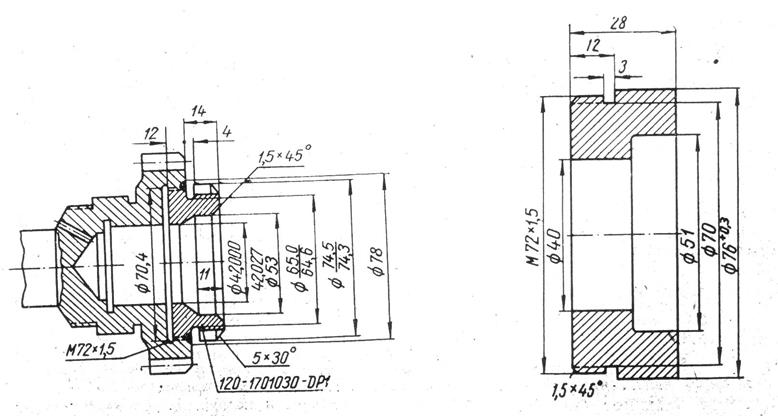
Рис.121 Ремонтведущего вала коробки передач автомобиля ЗИЛ-164 способом насадки венца шестерни прямой передачи
Рис. 122.Заготовка венца шестерни прямой передачи ведущего вала коробки передач ЗИЛ-164
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 мм на длине 12,5 мм под хромирование
мм на длине 12,5 мм под хромирование мм
мм мм
на длине 12,5 мм
мм
на длине 12,5 мм мм
или микрометр 75-100 мм
мм
или микрометр 75-100 мм