Санкт-Петербургский институт машиностроения
Кафедра «Резание, станки и инструменты»
Конспект лекций
по курсу «Металлорежущие станки»
Раздел 7 – Станки строгально-протяжной группы
Санкт-Петербург, 2003
7. Станки строгально-протяжной группы, их типы, назначение станков
Станки строгально-протяжной группы делятся на следующие типы:
1. Продольные одностоечные строгальные станки
2. Продольные двухстоечные строгальные станки
3. Поперечно-строгальные станки
4. Долбежные станки
5. Протяжные горизонтальные
6. Протяжные вертикальные для внутреннего протягивания
7. Протяжные вертикальные для наружного протягивания
8. Восьмой тип станков этой группы – резервный (свободен)
9. Разные строгальные станки.
7.1. строгальные станки
Строгальные станки предназначены для обработки резцами плоскостей и фасонных линейчатых поверхностей. Станки делятся на поперечно- строгальные, продольно-строгальные и долбежные. Первые применяют при изготовлении мелких и средних по размерам деталей, вторые — для обработки сравнительно крупных или одновременно нескольких деталей среднего размера. Долбежные станки используют для обработки шпоночных пазов, канавок, фасонных поверхностей небольшой длины. Станки имеют рабочий ход, во время которого происходит резание, и обратный ход, когда инструмент возвращается в исходное положение.
Характерным размером поперечно-строгальных станков является длина хода ползуна, которая составляет 200 — 2400 мм. Станки с большим ходом ползуна (св. 1500 мм) не имеют подвижного стола, поперечно-строгальные и долбежные станки с длиной хода ползуна свыше 700мм гидрофицированы.
7.1.1. Поперечно-строгальный станок
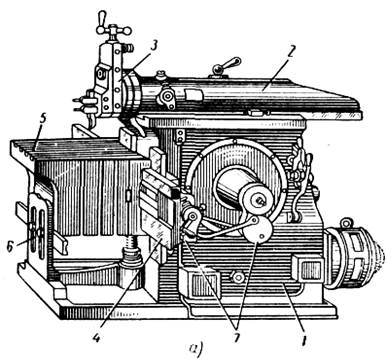
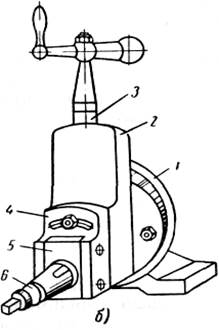
На рис.7.1, а показан общий вид поперечно-строгального станка. В верхних направляющих станины 1 смонтирован ползун 2, совершающий с помощью кулисного механизма возвратно-поступательное перемещение (главное движение). На левом конце ползуна укреплен суппорт 3. Он состоит из поворотного диска 1 (рис.7.1, б) и салазок 2, получающих периодически вертикальную подачу от ходового винта 3. На салазках смонтирована резцовая каретка 4 с откидной планкой 5 и резцедержателем 6.
На вертикальных направляющих станины (слева) находится поперечина 4 (см. рис.7.1, а), по которой в горизонтальной плоскости перемещается стол 5 (движение подачи). На верхнюю плоскость стола устанавливают заготовки или тиски и закрепляют их с помощью болтов, устанавливаемых в Т-образные пазы стола. Ползун 2 получает возвратно-поступательное движение от электродвигателя либо через коробку скоростей и механизм качающейся кулисы, либо через гидравлический привод.
|
|
|
|
Рис.7.1. Поперечно-строгальный станок
Механизм качающейся кулисы имеет кривошипный диск (кулисное колесо z=102), снабженный пальцем, который можно перемещать в радиальном направлении по торцу диска и пазу кулисы для изменения длины хода ползуна (см. рис.7.3). На пальце свободно сидит кулисный камень КК. При вращении кривошипного диска камень перемещается вдоль прорези кулисы, которая качается на оси, расположенной ниже кривошипного диска, как показано на схеме (рис.7.3).
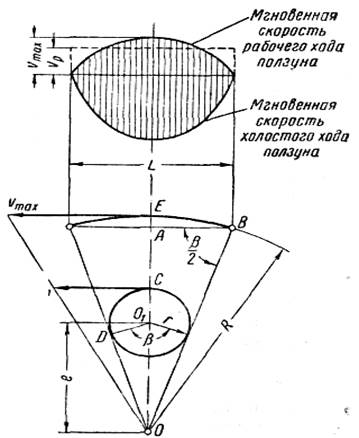 Рис. 7.2. Диаграмма скорости ползуна при приводе качающейся кулисой.
Рис. 7.2. Диаграмма скорости ползуна при приводе качающейся кулисой.
Верхним концом кулиса шарнирно (серьгой или иным способом) соединена с ползуном. Совершая качательное движение, кулиса сообщает ползуну возвратно-поступательное движение. Это движение передается ползуну через гайку на винте. Изменяя положение этой гайки на винте (вращением винта), можно изменять зону строгания. Механизм качающейся кулисы сообщает ползуну движение вперед (рабочий ход, Vp) и более быстрое движение в обратном направлении (холостой ход, Vx ). Камень кулисы, равномерно вращаясь, описывает при рабочем ходе ползуна дугу, соответствующую углу а, а при холостом ходе ползуна—дугу, соответствующую углу β, причем всегда β< а (рис.7.2).
Так как в обоих случаях ползун проходит одинаковый путь, то
где Тр и Тх — время рабочего и соответственно холостого хода;
Vpи Vx — средняя скорость рабочего и соответственно холостого хода ползуна.
Как видно из схемы, амплитуда качания
кулисы зависит от длины хода ползуна. Так как угол γ = 180°- β и, кроме того а + β = 3600, то видно, что отношение  будет
тем больше, чем больше длина хода ползуна. Качающаяся кулиса сообщает ползуну неравномерную
скорость движения (Vp≠ const, Vx ≠ const, Vp≠ Vx); поэтому в станках с
кулисным приводом ползуна различают следующие скорости резания: а) рабочая скорость резания Vp, т. е. средняя скорость ползуна во время его рабочего хода;
будет
тем больше, чем больше длина хода ползуна. Качающаяся кулиса сообщает ползуну неравномерную
скорость движения (Vp≠ const, Vx ≠ const, Vp≠ Vx); поэтому в станках с
кулисным приводом ползуна различают следующие скорости резания: а) рабочая скорость резания Vp, т. е. средняя скорость ползуна во время его рабочего хода;
б) средняя скорость резания Vcp, т. е. средняя скорость ползуна за время его двойного хода (рабочего и холостого ходов);
в) мгновенная скорость резания V, т. е. мгновенная скорость ползуна во время его рабочего хода (см. диаграмму на рис.7.2); :
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.