От колеса 78 горизонтальная и вертикальная подачи осуществляются по той же схеме, как и при быстром движении суппортов.
Включение подачи и быстрых ходов и их реверсирование производятся при помощи двойных зубчатых муфт //, /// и IVс наклонными зубьями. Благодаря этому муфта работает только при вращении в одном направлении, при вращении же в другом направлении их зубья выходят из зацепления.
Для реверсирования всех движений суппортов необходимо реверсировать электродвигатель и переключить соответствующие половины зубчатых муфт //, /// и IV.
Коробки подач боковых суппортов сообщают последним лишь вертикальное самоходное движение (быстрое и движение подачи). Горизонтальное перемещение боковых суппортов производится вручную. Кинематика этих коробок подач сходна с кинематикой коробки подач вертикальных суппортов.
7.2. Разновидности продольно-строгальных станков
|
|
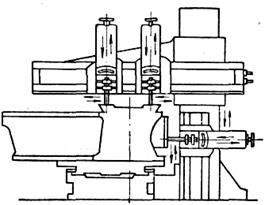
Помимо двухстоечных продольно-строгальных станков (рис.7.11; 7.12) применяются и одностоечные. Они имеют обычно два или три суппорта (рис.7.11). Подобные станки малого размера (длина хода стола до 1000 мм, ширина строгания до 600 мм) применяются главным образом для изготовления приспособлений. Одностоечные станки больших размеров (длина строгания до 5000 мм, ширина строгания до 1500 мм)применяются для обработки длинных и широких изделий (например, станин), свисающих с одной стороны стола и не требующих обработки по всей ширине.
|
|
Рис.7.11. Одностоечный продольно-строгальный станок.
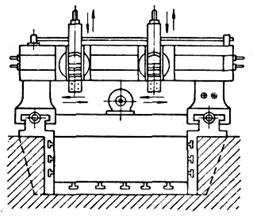
Рис.7.12. Ямный продольно-строгальный станок.
Ямные продольно-строгальные станки (рис.7.12) применяются для строгания верхних горизонтальных и наклонных плоскостей высоких деталей (например, станин прокатных станов), а также для строгания весьма широких деталей (например, броневых плит, рам двигателей и т. п.). В этих станках обрабатываемая заготовка устанавливается на плите, расположенной в яме (траншее), а порталу станка, образуемому двумя стойками и поперечиной с вертикальными суппортами, сообщается рабочее возвратно-постунательное движение. Длина хода портала достигает 12 м.
7.2. Долбежные станки
Долбежные станки выпускаются с наибольшим ходом ползуна 100— 1600 мм, с диаметром стола 240—1600 мм. Движение ползуна осуществляется механическим и гидравлическим приводами. Механический привод осуществляется при помощи вращательной кулисы, приводимой в движение в большинстве случаев от многоскоростных электродвигателей.
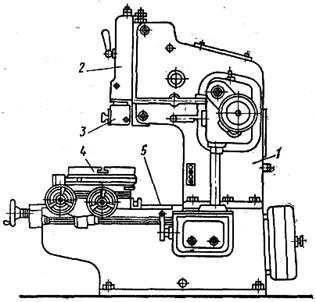
Рис.7.13. Долбежный станок 7А420
Общий вид долбежного станка 7А420 приведен на рис.7.13. В станине 1 расположены все механизмы станка. В ее вертикальных направляющих движется ползун 2, совершающий вниз рабочий ход и вверх холостой ход. В резцедержателе 3 зажат резец. Деталь устанавливают на столе 4, перемещающемся в направляющих 5. Стол, кроме того, может вращаться. В некоторых конструкциях предусмотрена возможность обработки плоскости под углом 60° к вертикали путем установки ползуна.
Главным движением долбежного станка является вертикальное возвратно-поступательное движение долбяка (ползуна), несущего резец. В современных долбежных станках движение сообщается долбяку посредством механического или гидравлического привода. В станках с механическим приводом долбяк получает возвратно-поступательное движение при помощи вращающейся кулисы. Основным размером, характеризующим долбежный станок, является наибольшая длина хода долбяка, которая в долбежных станках общего назначения колеблется в пределах до 200 мм. При такой длине хода долбяка применение качающейся кулисы нерационально, так как в данном случае отношение Vx : Vpприближается к единице. Поэтому в долбежных станках применяется механизм вращающейся кулисы, в котором отношение Vx :Vp— величина постоянная и не зависит от хода долбяка.
Механизм
вращающейся кулисы (рис.7.14) представляет собой кривошипный
диск 2 с пальцем, на котором свободно сидит кулисный камень 6, перемеща ющийся в пазу рычага 1 при вращении
кривошипного диска 2.
ющийся в пазу рычага 1 при вращении
кривошипного диска 2. 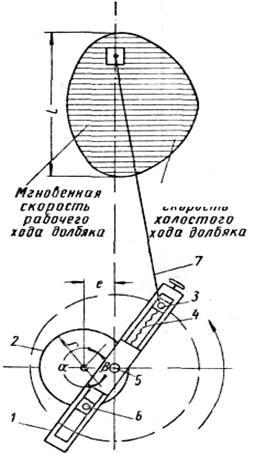
|
Рис.7.14. Механизм вращающейся кулисы. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.