Санкт-Петербургский институт машиностроения
(ВТУЗ-ЛМЗ)
Кафедра «Резание, станки и инструменты»
Конспект лекций
по курсу «Металлорежущие станки»
Раздел 2 – Станки сверлильно-расточной группы
Санкт-Петербург, 2003
2.Станки сверлильно-расточной группы.
Общие сведения, назначение, классификация, виды выполняемых работ
Станки сверлильно-расточной группы подразделяются на 10 типов: 0-й тип оставлен резервным, к 1-му относятся вертикальные сверлильные станки, к 2-му – одношпиндельные сверлильные полуавтоматы, к 3-му –многошпиндель-ные полуавтоматы, к 4-му – координатно-расточные станки, к 5-му – радиально-сверлильные, к 6-му – горизонтально-расточные, к 7-му – алмазно- расточные, к 8-му – горизонтально-сверлильные и к 9-му – различные станки сверлильно-расточной группы, не вошедшие в предыдущие типы.
2.1.Вертикально-сверлильные станки.
Назначение, техническая характеристика, основные механизмы, движения в станке, кинематика и наладка.
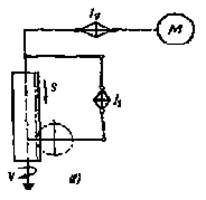
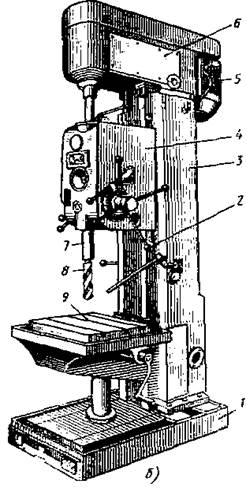 Сверлильные станки предназначены для
сверления отверстий, рассверливания, зенкерования, развертывания, нарезания
резьбы мерным инструментом. Основными формообразующими движениями при операциях
являются главное движение (вращательное) и движение подачи шпинделя
станка (рис. 2.1,б). Кинематические цепи, осуществляющие эти движения,
имеют самостоятельные органы настройки, посредством которых устанавливается
необходимая частота вращения инструмента и его подача.
Сверлильные станки предназначены для
сверления отверстий, рассверливания, зенкерования, развертывания, нарезания
резьбы мерным инструментом. Основными формообразующими движениями при операциях
являются главное движение (вращательное) и движение подачи шпинделя
станка (рис. 2.1,б). Кинематические цепи, осуществляющие эти движения,
имеют самостоятельные органы настройки, посредством которых устанавливается
необходимая частота вращения инструмента и его подача.
Основным параметром вертикально-сверлильных станков является условный диаметр сверления – наибольший диаметр, который может быть просверлен сверлом из быстрорежущей стали в сплошной заготовке из нормализованной стали 45.
|
 Вертикально-сверлильные станки
предназначены для работы в основных производственных цехах, а также в условиях
единичного и мелкосерийного производства, в ремонтно-механических и инструментальных
цехах. Они выпускаются настольного исполнения с условным диаметром сверления 3,
6 и 12мм и напольного - с условным диаметром 18; 25; 32; 35; 50 и 75 мм.
Вертикально-сверлильные станки
предназначены для работы в основных производственных цехах, а также в условиях
единичного и мелкосерийного производства, в ремонтно-механических и инструментальных
цехах. Они выпускаются настольного исполнения с условным диаметром сверления 3,
6 и 12мм и напольного - с условным диаметром 18; 25; 32; 35; 50 и 75 мм.
|
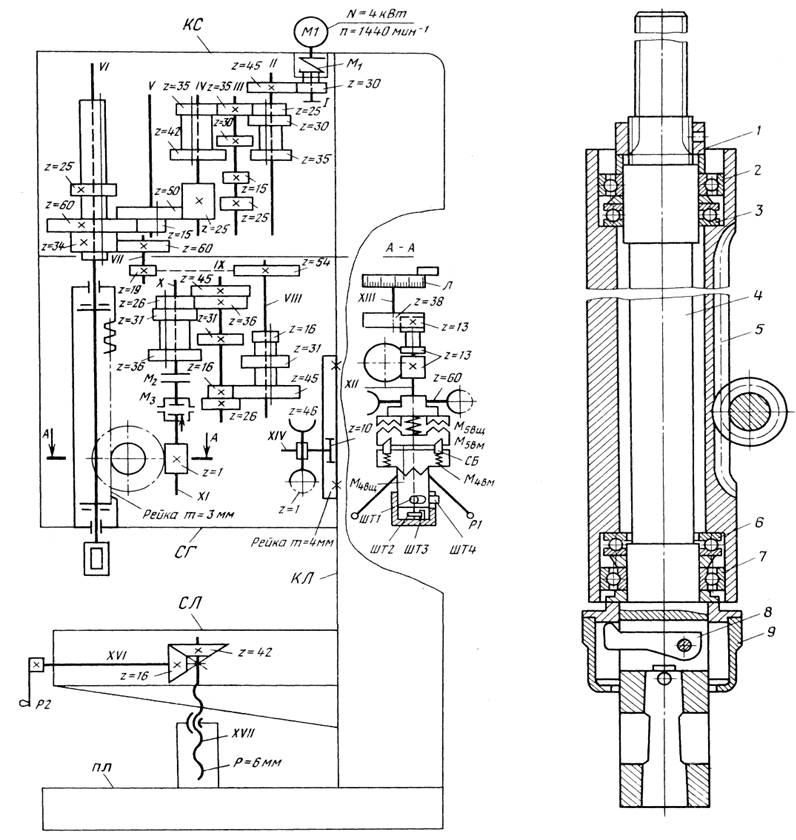
Рассмотрим вертикально-сверлильные станки на примере станка модели 2Н135 (рис.2.2.).
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.