Вступ
Гідравлічні приводи знайшли досить широке застосування для здійснення руху робочих органів різних машин. У машинобудуванні використаються гідравлічні приводи в схемах автоматичного керування робочими органами машин, які працюють по замкнутому технологічному циклу - у циклових системах керування. До них відносять системи автоматичного керування металорізальних верстатів, і автоматичних ліній, роботів-маніпуляторів і пресів, технологічних машин металургійної, харчової й легкої промисловості й ін.
Значне поширення гідравлічних приводів у різних областях машинобудування визначається перевагами, а саме можливість створення великих передатних чисел і безступінчатого регулюванні швидкості і зусиль в широкому діапазоні, мала маса, що приходиться на одиницю потужності, мала інерційність, можливість простого та надійного запобігання гідроприводу від перевантажень в умовах заданого силового режиму роботи, легкість перетворення обертального руху в поступальний і навпаки, легкість керування, висока експлуатаційна надійність.
Насоси та гідромотори з радіальним розміщенням циліндрів найбільш розповсюджені в гідравлічних системах. За числом різновидності конструктивного виконання вони в багато разів випереджають інші типи гідромашин. Ці мотори знайшли широке використання на флотах багатьох розвинутих країн, вони використовувались для найбільш відповідальних функцій, такі як керування кораблем та його озброєнням. Вони мають найкращі, серед гідромашин, габаритами та ваговими характеристиками, вони компактні, мають високий КПД, працюють при великих частотах обертання та тисках, прості за конструкцією. Треба відзначити високу енергоємність на одиницю ваги.
Загальною тенденцією розвитку сучасного гідроприводу є перехід на високі тиски робочої рідини, створення високонадійних пристроїв і комбінованих автоматичних систем. Здійснюються роботи з стандартизації елементів гідропристроїв, вирішуються технологічні проблеми виготовлення деталей і вузлів, оскільки якісний рівень технологічних процесів у виготовленні обладнання дає можливість отримати більш надійні системи керування.
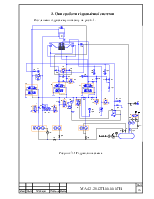
1. Огляд та аналіз гідросистеми пресу
Гідравлічний прес Quintus QAB32 призначений для витягування деталей з листових заготовок. Його головною особливістю є виготовлення деталей, які можуть бути виготовлені тільки на пресах даного типу. На пресі можна реалізовувати наступні процеси:
а) витяжку по матриці;
б) витяжку по пуансону з нерухомою притискною опорю;
в) роздачу;
г) витяжку по пуансону з рухомою притискною опорою.
Витяжка по матриці.
При витягуванні деталей більш-менш неправильної форми й невеликої глибини масляний купол слугує одночасно пуансоном і тримачем заготівки, а матриця представляє собою круглу пластину з заглибленням, форма якої відповідає зовнішнім контурам готової деталі. Відштампована деталь піднімається за допомогою подушки або виштовхувачем у центрі пуансонотримача.
Витяжка по пуансону з нерухомою притискною опорю.
Цей метод можна використовувати для витягування деталей складної форми з гострими краями. Заготовка вигинається по стальному пуансону, який монтується на круглі плиті. Змінюючи довжину пружин кріплення циліндру масляного купола, діафрагмі можна надати випуклий контур, що дозволяє швидко зближувати верхню частину пресу з нижньою аж до змикання.
Роздача.
Цим методом можливо користуватися при виготовленні деталей з катаних і зварних полос або з заготовок, отриманих витягуванням по пуансону з фланцем або без фланця, з дном або без дна. Формоутворення реалізується масляним куполом, який давить на резинову подушку, заповнену мастилом. При цьому відбувається розширення заготовки під дією рівномірного тиску резинової подушки.
Витяжка по пуансону з рухомою притискною опорою.
Використання цього методу особливо доцільно при виготовленні деталей з глибоким і складним профілем. Спочатку на столі пресу розміщують заготовку з листової сталі. Потім головний плунжер з приєднаним до нього масляним куполом подається вниз на швидкій подачі аж до змикання зі столом. Далі верхній плунжер перемикається на робочу подачу і починає тиснути на стіл пресу, що жорстко зв’язаний з нижнім плунжером. Робоча рідина відводиться з нижнього плунжера через регулятор витрати з електронним пропорціональним управлінням, що реалізується за допомогою програми, в залежності від величини переміщення столу і особливостями деталі, що штампується. Електрогідравлічна схема управління безперервно сприймає положення столу преса, а програма керування знаходиться в прямій залежності від його переміщення. Керуючий сигнал підсилюється і діє на електрогідравлічний клапан, який регулює тиск робочої рідини під рухомим столом, забезпечуючи тим самим відповідність кінцевої величини гідравлічного тиску в масляному куполі відношенню між площею пуансона і площею рухомого столу. Після переміщення рухомих частин пресу на необхідну відстань вниз, подача рідини в головний плунжер зупиняється кінцевим вимикачем. Тепер можуть бути проведені декомпресія і відвід головного плунжера у верхнє положення. При підйомі столу готова деталь знімається з пуансону.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.