Отриманий тиск порівнює з тиском вибраного насосу
![]() , раніше
підібраний насос використовуємо в гідропресі.
, раніше
підібраний насос використовуємо в гідропресі.
10.5 Тепловий розрахунок
Розрахунок потужності і КПД гідропривода
Вхідна потужність гідропривода:
 (Вт);
(Вт);
![]()
 ;
;
Вибираємо асинхронний електродвигун типу BP225M4 потужністю 55кВт
Загальний КПД гідропривода:
Тепловий розрахунок
Розрахункова площа поверхні гідробака:
![]()
Кількість тепла, отримаємого рідиною за одиницю часу:
![]() =
(1-0,76)*46,927*0,7=4,811 кДж/с
=
(1-0,76)*46,927*0,7=4,811 кДж/с
Кп- коофіцієнт роботи гідропривода під нагрузкою.
Максимальна температура робочої рідини, після години роботи гідропривода:
 =65
=65![]()
tвозд - температура навколишнього середовища.
k - коофіцієнь теплопередачі від гідробака до навколишнього середовища
Оскільки,
температура не перебільшує максимально допустиму величину 70![]() то передбачити теплообмінник не
обов’язково.
то передбачити теплообмінник не
обов’язково.
11 Технологічна частина
11.1 Технологічний контроль креслення
В ході технологічного контролю креслення виявлено наступне:
· На кресленні поставленні всі розміри, які необхідні для виготовлення деталі;
· Шорсткість на всіх поверхнях деталі проставлена по
ГОСТ 2789 – 73 допуски та граничні відхилення розмірів відповідають ГОСТ 25346 – 82 та ГОСТ 25347 – 82;
· Допуски форм і розташування поверхонь відповідає ГОСТ 24643 – 81;
· Вимоги до точності виготовлення поверхонь деталі „Кришка” відповідають вимогам, які пред’явленні до шорсткості цих поверхонь.
11.2 Аналіз службового призначення і умови роботи деталі у вузлі
Проаналізувавши складальне креслення вузла(рис.1), в який входить деталь “Кришка” (рис.2), а також розглянувши конфігурацію деталі можна визначити, що кришка належить до деталей середнього машинобудування.
Кришка призначена для закриття масляного насосу, подачі мастила та запобігання його витіканню, а також для закріплення підшипників з валом.
На деталь в процесі експлуатації діють значні, довготривалі знакозмінні навантаження.
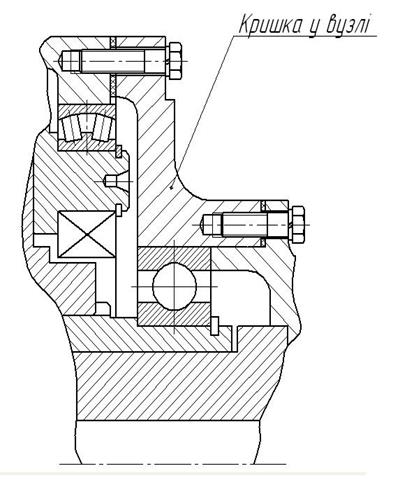
Рисунок 11.1 Деталь кришка на складальному кресленні
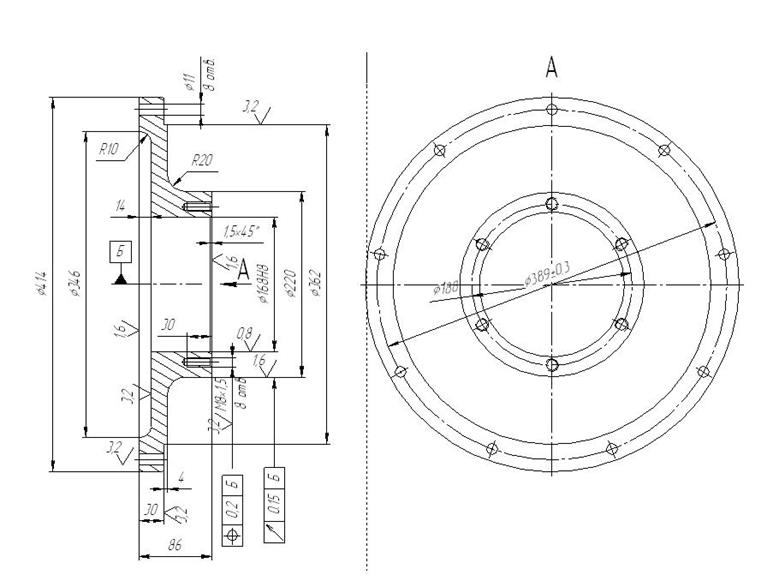 Рисунок 11.2 Креслення деталі кришка
Рисунок 11.2 Креслення деталі кришка
Матеріал виготовлення деталі – Чавун СЧ15 ГОСТ 1412-85.
Таблиця 11.1 Хімічний склад СЧ15 ГОСТ 380-74, %
|
C |
Si |
Mn |
P |
S |
|
Не менш ніж: |
||||
|
3,5 - 3,7 |
2,2-2,4 |
0,5 – 0,8 |
0,2 |
0,15 |
Таблиця 11.2 Механічні властивості СЧ15
|
σ В, кгс\мм2 |
σ т, кгс\мм2 |
δ |
ψ |
a |
НВ |
|
≥150 |
≥70 |
≥15 |
>50 |
≥6 |
130...241 |
Висновок: деталь кришка працює в умовах довготривалих знакозмінних навантажень, не зазнає впливу агресивних середовищ. Матеріал деталі задовольняє всім пред’явленим вимогам та забезпечує гарну роботоздатність деталі у виробі.
На кресленні деталі є достатня кількість розмірів, видів та розрізів, що забезпечує повне розуміння конструктивних особливостей деталі.
11.3 Визначення типу виробництва
Для обґрунтування типу виробництва необхідно описати його за коефіцієнтом закріплення операцій:
але враховуючи неможливість його використання без заводських даних використовуємо наближений табличний метод за масою та річним обсягом випуску і визначаємо тип виробництва якісно (ВСВ, ССВ). Після цього у відповідності за стандартом, який встановлює чисельне значення Кз.о для даного типу виробництва обираємо його конкретне значення.
У відповідності до таблиці, тип виробництва згідно з ГОСТ 3.1108-74: Кз.о. =1 ¾ масове виробництво
1< Кз.о.<10 ¾ великосерійне виробництво
10< Кз.о.<20 ¾ середньосерійне виробництво
20< Кз.о.<40 ¾ малосерійне виробництво.
Кз.о. ³40 ¾ одиничне виробництво.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.