Заготовки в машинобудуванні можуть бути отримані такими методами: литтям, куванням, пресуванням, штампуванням, з прокату, комбінованими методами.
На вибір методу виготовлення заготовки мають вплив :
- матеріал деталі;
- її призначення та технічні вимоги на виготовлення;
- об’єм та серійність випуску;
- форма та розміри деталі;
Правильний вибір виду заготовки багато у чому визначає ефективність процесу обробки різанням, якість деталі, її вартість.
Беручи до уваги вартість виготовлення заготовки і великі перепади діаметрів доцільно було б обрати заготовку-штамповку, але матеріал заготовки чавун СЧ15 не дозволяє використовувати обробку за допомогою пластичної деформації. Тому обираємо вид отримання заготовки – лиття.
Висновок: обираємо метод отримання заготовки – лиття. Маса заготовки ≈ 15 кг
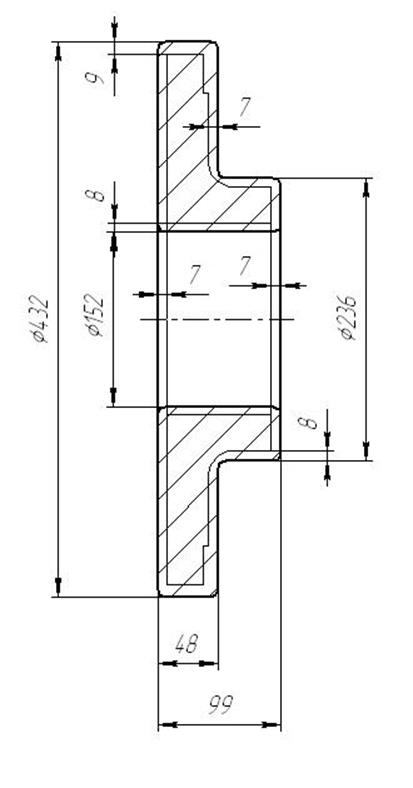
Рисунок 11.3 Ескіз заготовки
11.6 Вибір та обґрунтування схеми базування
Якість виготовлення деталей в значній степені залежить від правильного вибору технологічних баз, оскільки неправильний вибір зміщує положення заготовки відносно інструмента, призводить до похибки обробленої поверхні, створює нерівномірність припусків на обробку й може служити причиною браку.
Вибір та обґрунтування технологічних баз є важливим завданням проектування технологічних процесів виготовлення деталей.
При обробці деталей на верстатах заготовки повинні бути правильно орієнтовані відносно механізмів та вузлів верстата, які визначають траєкторії руху подачі інструмента. Базуванням називається надання заготовці або виробу потрібного положення відносно вибраної системи координат верстата. Поверхні заготовок або деталей, які використовуються при базуванні, називаються базами. У відповідності до єдиної системи технологічної документації (ЄСТД) за своїм призначенням та областю застосування у машинобудуванні бази поділяються на конструкторські, вимірювальні та технологічні, які використовуються при складальних операціях або при механічному обробленні. Конструкторські бази підрозділяються на основні та допоміжні. Основною називається така конструкторська база, яка використовується для визначення положення деталі у складальній одиниці.
Загальний алгоритм вибору ТБ передбачає два послідовних вирішення завдання. На першому етапі обґрунтовується вибір загальних технологічних баз – ЗТБ.
ЗТБ є незмінний комплект баз заготовки, застосування якого для більшості технологічних операцій дає змогу виконувати обробку більшості поверхонь деталі. Для підвищення точності оброблення на операціях технологічного процесу важливим є суміщення основних конструкторських баз (ОКБ) з загальними технологічними базами (ЗТБ), тому після класифікації поверхонь деталі перевіряємо можливість суміщення ОКБ та ЗТБ.
Основними конструкторськими базами деталей класу кришок є поверхні, що суміщаються з підшипниками і поверхні, що суміщаються з іншими елементами.
Використовуючи ці робочі поверхні для базування в процесі оброблення неможливо, що обумовлює необхідність створення додаткових технологічних баз. Такими базами для валів є центрові отвори, що виготовляються в торцевих поверхнях валу.
11.7 Проектування технологічних послідовностей оброблення поверхонь
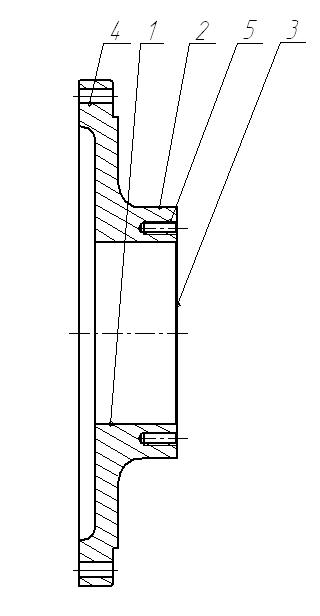
Рисунок 11.4 Ескіз деталі
Таблиця 11.5 Послідовність обробки поверхонь
|
Поверхні |
ITi |
Ra |
Послідовність обробки |
ITi |
Ra |
|
|
За кресленням |
Після оброблення |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
1 |
6 |
1,6 |
Розточування попереднє Розточування напівчистове Розточування чистове Розточування фінішне |
12 10 8 6 |
12,5 6,3 3,2 1,6 |
|
|
2 |
10 |
3,2 |
Обточування попереднє Обточування чистове |
12 10 |
6,3 3,2 |
|
|
3 |
6 |
1,6 |
Точіння торців |
6 |
1,6 |
|
|
4 |
8 |
3,2 |
Свердління Розсвердлювання Зенкерування |
12 10 8 |
12,5 6,3 3,2 |
|
|
5 |
8 |
3,2 |
Нарізання різьби |
8 |
3,2 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.