Нагреваемый металл образует сплошную прямоугольную
ленту с постоянным или переменным сечением. Если рассматривать заготовки прямоугольного
сечения, то они образуют практически неограниченную пластину с прогреваемой
толщиной ![]() . Характерный
размер пластины зависит от многих факторов: одно – или двусторонний
осуществляется нагрев, мощности горелок, наличия или отсутствия водоохлаждаемых
труб и т.д.).
. Характерный
размер пластины зависит от многих факторов: одно – или двусторонний
осуществляется нагрев, мощности горелок, наличия или отсутствия водоохлаждаемых
труб и т.д.).
Отношение толщины заготовки прогреваемой сверху к
общей толщине изделия ![]() получено
в результате обработки экспериментальных данных при двустороннем нагреве
заготовок на водоохлаждаемых трубах и, в зависимости от соотношения тепловой мощности
горелок в нижней части печи к общей тепловой мощности в верхней и нижней частях
получено
в результате обработки экспериментальных данных при двустороннем нагреве
заготовок на водоохлаждаемых трубах и, в зависимости от соотношения тепловой мощности
горелок в нижней части печи к общей тепловой мощности в верхней и нижней частях
 , представлено в табл. 1 или на рис. 2:
, представлено в табл. 1 или на рис. 2:
Таблица 1
Прогреваемая толщина пластины
|
М |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
|
|
Sв/S |
0,7 |
0,55 |
0,45 |
0,4 |
0,35 |
|
2. Приведение температуры среды к постоянному по длине зоны значению.
Расчет температуры центра изделия и время пребывания металла в соответствующей зоне производится методом нестационарной теплопроводности для стадии регулярного режима. Особенностью данного метода является постоянное значение температуры среды (жидкости) и однородное по сечению распределение температуры тела в начальный момент времени. Распределение температуры среды (дымовых газов), а также температур центра и поверхности заготовок по длине печи представлено на рис. 1, из которого видно, что в сварочной и томильной зонах температура среды постоянная, а в методической зоне она линейно уменьшается по ходу движения дыма. Принято считать, что значение температуры среды в томильной зоне равно среднеарифметическому значению между температурами на входе в зону и на выходе из нее. Вход и выход из зоны считают по направлению движения металла, тогда, например, температура дымовых газов в методической зоне возрастает.
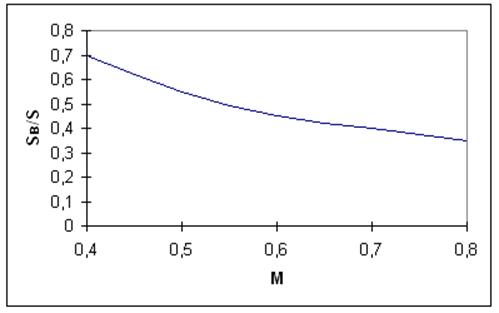
Рис. 2 – Отношение толщин заготовки прогреваемой сверху и общей от отношения общих тепловых мощностей всей печи и нижней части
3. Приведение температуры металла к равномерному распределению по сечению изделия.
Однородное распределение температуры изделия имеет место только на входе в методическую печь (см. рис. 1), поэтому на входе в сварочные и томильную зоны необходимо определить среднюю по сечению температуру металла. Эта температура определяется из условия, что если бы нагревание пластины было однородным, то до такой температуры нагрелось бы тело, получив такое же количество теплоты.
4. Определение коэффициентов теплопроводности и температуропроводности.
Для определения значений чисел Био и Фурье необходимы данные о теплофизических свойствах металла – коэффициентах теплопроводности и температуропроводности, которые зависят от температуры (см. табл.2). Так как в процессе движения металла меняется температура как поверхности, так и центра изделия, то для определения теплофизических параметров необходима среднемассовая температура изделия, которая рассчитывается как среднеарифметическое значение между среднеарифметическими значениями температуры заготовки на входе и выходе из зоны:
 . (1)
. (1)
Температура центра изделия на выходе из зоны заранее неизвестна, поэтому предполагается, что она на 100–150 оС ниже, чем температура поверхности изделия в соответствующей точке. После определения температуры центра изделия на выходе из зоны следует пересчитать среднюю по массе температуру металла по формуле (1), а также определить значения теплофизических параметров металла. Если значения коэффициентов теплопроводности и температуропроводности будут незначительно (в пределах 5 %) отличаться от предыдущих, то расчет зоны можно считать оконченным, в противном случае его следует повторить до выполнения указанного условия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.