Целью курсовой работы по дисциплине «Теплопередача в промышленных аппаратах» является получение навыков математического моделирования тепловых процессов, протекающих в конкретных технических системах, разработки программ расчета на ЭВМ на основе известных методов моделирования на примере выполнения теплового расчёта четырёхзонной методической печи.
Тепловой расчёт печи включает следующие блоки:
1. Расчёт горения топлива.
2. Расчёт нагрева металла.
3. Составление теплового баланса.
4. Расчёт рекуперативного теплообменника.
5. Гидравлический расчёт дымового и воздушного трактов.
Методическая печь служит для нагрева металла перед ковкой или прокаткой и для термической обработки проката. Для отопления печи используется жидкое и газообразное топливо: мазут, природный газ и т.д. Для утилизации тепла уходящих дымовых газов печь оборудована рекуперативными теплообменными аппаратами. С их помощью воздух и газообразное топливо, подаваемые в горелки, подогреваются до требуемой температуры.
В методических печах нагреваемый материал и газовая среда, как правило, взаимно перемещаются противотоком (навстречу друг другу). Прямоточную схему практически не применяют из-за больших потерь тепла с уходящими дымовыми газами.
По теплотехническим условиям методическая печь делится
на три зоны: методическая зона, сварочная и томильная. Конструктивно зон может
быть больше, это определяется особенностями нагрева заготовок. В методической
зоне горелок нет, нагрев металла осуществляется теплом уходящих дымовых газов,
температура которых уменьшается по длине зоны. Нагрев в сварочной и томильной
зонах осуществляется при помощи длиннопламенных горелок, обеспечивающих
постоянную по длине зоны температуру дымовых газов. Томильная зона или зона
сплошного пода предназначена для выравнивания температуры так называемых
«черных полос» – мест соприкосновения заготовок с водоохлаждаемыми трубами при
двустороннем их нагреве в методической и сварочной зонах. В ней всегда
осуществляется только односторонний нагрев заготовок. В некоторых печах томильная
зона может отсутствовать, для этого прогреваемая толщина заготовок должна быть ![]() . От режима нагрева (наличия методической зоны) печь получила
свое название.
. От режима нагрева (наличия методической зоны) печь получила
свое название.
Рассмотрим наиболее распространённую конструкцию методической печи, включающую две сварочные зоны (см. рис. 1). В рассматриваемой печи используется противоточная схема движения газа и металла, который перемещается по водоохлаждаемым глиссажным трубам. В методической и сварочных зонах осуществляется двусторонний нагрев заготовок прямоугольного поперечного сечения, выполненных из различных марок углеродистых сталей. Мощность горелок над и под изделиями – одинаковая.
По технологическим условиям температура нагреваемых изделий на выходе из методической печи должна быть не ниже 1200 оС и не выше 1250 оС. Обычно считают, что первая – это температура центра изделия, а вторая – его поверхности. Минимальная температура определяет пластическое состояние металла, при котором ещё возможны ковка или прокатка. Превышение максимальной температуры приводит к изменению структуры металла. В том и другом случае изделие бракуется, поэтому основной задачей при проектировании нагревательной печи является обеспечение правильного режима нагрева изделий. Кроме достижения требуемых конечных температур следует обеспечить плавный нагрев заготовок в процессе их движения в печи. Для того чтобы термические напряжения не разрушили металл из-за значительных температурных градиентов, его сначала медленно (методически) нагревают только теплом дымовых газов в методической зоне. Температура поверхности металла на выходе из методической зоны должна быть примерно равна 450–500 оС (см. рис. 1), температура центра при этом примерно на 100–150 оС ниже. Затем в первой сварочной зоне температура поверхности металла нагревается до 950–1050 оС, а во второй – до конечной температуры 1250 оС. В томильной зоне происходит нагревание центра изделия до минимальной температуры пластичности – 1200 оС.
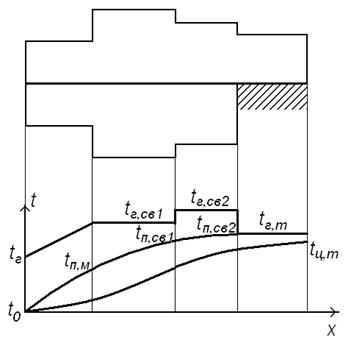
Рис. 1 – Схема четырёхзонной методической печи (вид сбоку).
Распределение температур активного пода: t0 = 0–20 oC, tп,м = 450–500 oC,
tп,св1 = 950–1050 oC, tп,св2 = 1250 oC, tц,т = 1200 oC, tг = 900–1100 oC,
tг,св1 = 1250–1350 oC, tг,св2 = 1300–1400 oC, tг,т = 1250 oC
Целью расчёта нагрева металла является определение времени нахождения металла в печи и длин зон. Расчёт производится методом нестационарной теплопроводности с некоторыми особенностями:
1. Приведение нагреваемых изделий к телам с
равномерным температурным полем, т.е. определение характерного размера пластины
![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.