Индуктор многовитковый, водоохлаждаемый, его изготавливают из профилированной медной трубки. Индуктор печи не только создает электромагнитное поле, вызывающее возникновение индукционных токов в металле, но придает прочность стенками печи и удерживает от смещения тигель при наклоне печи во время выпуска металла. Поэтому он должен быть прочным и надежно укреплен в каркасе печи.
Схема рабочего пространства печи приведена на рис. 4. Полезный объем ванны тигельной печи определяется по массе садки /8,16/:
Vт = G/r, где Vт - полезный объем тигля, м3 ; G - масса садки, кг; r - плотность жидкого сплава, кг/м3.
Рис. 4. Схема индукционной тигельной печи
1-тигель; 2-уровень металла; 3- теплоизоляционный слой;
4- индуктор
Технические характеристики тигельных печей для плавки стали, чугуна и цветных сплавов приведены в приложении 17.
Для выбора формы тигля необходимо задаться соотношением:
d0 / h = А2,
где d0 - средний внутренний диаметр тигля, м; h - высота металла в тигле, м; величина А2 у современных тигельных печей колеблется в широких пределах: А2 = 0,5...0,66 для печей емкостью до 1 т; А2 = 0,66...0,74 для печей емкостью 1..3 т; А2 = 0,74...1,0 для печей емкостью свыше 3 т.
Средний внутренний диаметр тигля определяется из выражения, м:
d0 =(1,084(А2/Vт))1/3.
Полезная высота тигля будет, м: h =d0 /А2.
Толщина огнеупорного слоя футеровки (S1) зависит от емкости и диаметра тигля.
При емкости тигля менее 0,5 т S 1 = (0,25...0,30) d0, при емкости тигля от 0,5 ...3 т S 1 =(0,15...0,25)d0 и при емкости тигля свыше 3 т S 1 =(0,1...0,15)d0 . Толщина изоляционного слоя (S2) из асбеста между тиглем и индуктором ( или толщина обмазки индуктора) принимается в зависимости от емкости тигля: S2 = 0,005 м при емкости тигля до 3 т; S2 = 0,005...0,01 м для тиглей емкости от 3 т до 15 т и S2 = 0,01...0,015 м для тиглей емкостью более 15 т.
Наружный диаметр тигля ( внутренний диаметр индуктора) равен, м:
Dт = d0 +2(S1+ S2).
Высота тигля должна быть больше высоты металла в тигле, т.е. полезной высоты тигля и может быть определена по выражению:
Нт = (1,1...1,3)h.
Высота индуктора определяется из электрического расчета, обычно она не превышает высоты тигля.
Соотношение верхнего и нижнего внутренних диаметров тигля можно установить из выражения:
d’ 2 - d”2 =(0,1...0,2) Hт.
Высота индуктора больше высоты металла на 10...25%:
hи = (1,1...1,25)h, при этом нижний торец индуктора расположен на 5...15% ниже уровня металла.
Индукционная канальная печь.
При определении полной емкости канальной печи необходимо учитывать емкость болота:
Gб = kб G,
где kб = 0,25...0,5; меньшее значения относится к печам емкостью боле 1000 кг, больше значение - к печам емкостью меньше 1000 кг; G - емкость садки, кг.
Тогда полная емкость канальной печи: Gп = G + Gб.
Объем болота: Vб = Gб /rж, м3 .
Высота болота: hб =Vб /Fвн , м; где Fвн = p d20 /4.
Полезная высота тигля, занятая жидким металлом: hп = h + hб.
Из технологических соображений общая высота ванны должна быть больше высоты жидкого металла в ней:
Нт = 1,1 hп; Нт = 1,1( h +hб).
Все рассмотренные геометрические соотношения индукционных тигельных сталеплавильных печей представлены на рис. 5.
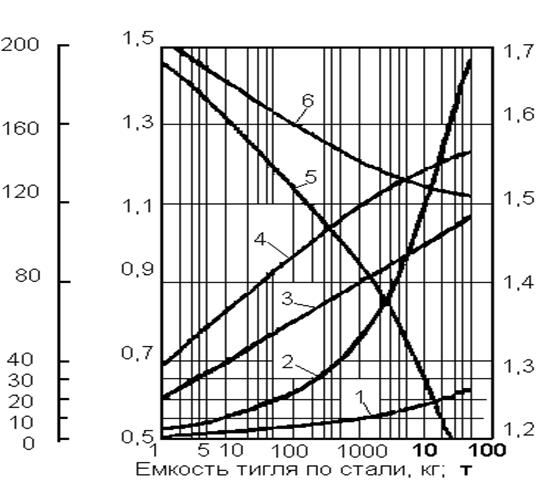
Рис. 5 Геометрические соотношения индукционных тигельных сталеплавильных печей разной емкости /33/
1- изменение толщины футеровки Dф=S1+S2; 2 - то же, среднего диаметра металла Dм; 3 – Dм/hм; 4 – Dв/hи; 5- Dв/Dм; 6 – hи/hм [16]
Активная мощность, выделяемая в металле (Рм) при индукционной плавке, определяется из теплового баланса. При этом мощность преобразователя частоты (Рпр) должна быть больше на величину потерь в индукторе, конденсаторах, токоподводах в среднем на 25...30%.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.