Подводя итоги, можно сказать, что первой отличительной чертой современного ориентированного на заказчика робота является приданная ему возможность перехода из одной системы координат в другую, осуществляемая ЭВМ, предпочтительно в режиме реального времени. Если быстродействия ЭВМ недостаточно для выполнения расчета в режиме реального времени, потребуется провести расчет по двум программам: сначала установить положения рабочего органа в декартовых координатах, а затем перевести эти движения в координаты звеньев робота. Способность работать в режиме реального времени особенно важна для сложных контурных роботов. Удобным с точки зрения программирования является наличие на панелях управления этих роботов (или на панели обучения, клавиатуре и т. п.) переключателя, позволяющего программисту без затруднения переходить от координат звеньев к мировым координатам или к координатам рабочего органа.
7.2. МЕТОДЫ ПРОГРАММИРОВАНИЯ
Рассматривая основные методы программирования, следует отметить, что большинство распространенных роботов частично программируется механическим способом — при помощи гаечного ключа. Кроме программирования установкой упоров, многие роботы для облегчения процесса программирования обучаются с помощью имеющихся панелей обучения. Некоторые роботы с контурным программным управлением, особенно модели, предназначенные для окраски, и некоторые разновидности роботов для сварки, обучаются физическим перемещением рабочего органа или его макета по требуемому пути. Существует программирование с помощью клавиатуры системы управления на языке программирования для роботов. Последний способ является одновременно и самым утомительным, и самым производительным из всех описанных.
В этой книге не имеет смысла говорить об установке конечных упоров или об обучении роботов ручной проводкой их рабочих органов по требуемой траектории. Поэтому двум -этим методам здесь уделяется мало внимания. В то же время стоит ознакомиться с использованием панели обучения, а тем более с подготовкой управляющих программ на языках программирования.
Программирование с помощью панели обучения. Программирование даже простых роботов с концевыми упорами может быть облегчено с помощью панели обучения. Для таких роботов панель обучения используется двояко: во-первых, чтобы обеспечить последовательность действий в цикле, во-вторых, чтобы задать время выполнения операций. Панель робота с концевыми упорами показана на рис. 7.4.
Пожалуй, самым примечательным в этой панели является наличие двух режимов обучения: А и В. В режиме обучения А задаются сразу последовательность действий и их продолжительность. Если оператор способен думать достаточно быстро, чтобы программировать в режиме реального времени, т. е. может предвосхитить каждое движение робота и отреагировать на него в необходимом темпе, для программирования нужен только этот режим. Однако большинству операторов требуется время, чтобы обдумать каждый шаг программы, поэтому нужен дополнительный режим обучения для задания времени установленной последовательности действий — режим В. Необходимость режима В становится очевидной любому начинающему программисту, как только у него появляется возможность наблюдать за роботом, отрабатывающим его первую программу и неизбежно останавливающимся в разных местах, чего оператор не мог предусмотреть. Задав последовательность в режиме А, оператор может затем сосредоточиться на задании времени в режиме В, используя клавишу КАДР, чтобы отработать каждый запрограммированный кадр в реальном времени. Кроме обычных режимов обучения,
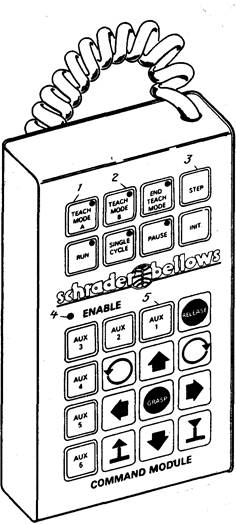
Рис. 7.4
Панель обучения робота с концевыми упорами:
I — «Режим обучения Л»; 2 — «Режим обучения В»; 3 — «Кадр»; 4 ~ «Готов»
существует тренировочный или экспериментальный режим, в котором оператор может провести робот через различные последовательности действий, чтобы рассмотреть их протекание без запоминания этой программы. В этом режиме можно узнать режим ручного управления, описанный в гл. 5, где рассмотрены станки с ЧПУ. В устройстве, изображенном на рис. 7.4, о работе в этом режиме свидетельствует горящая лампочка индикатора ГОТОВ.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.