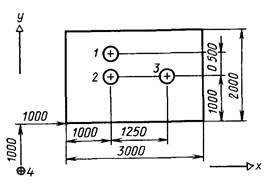
Для иллюстрации сказанного можно показать, как задается положение осей отверстий, которые должны быть просверлены в детали, изображенной на рис. 5.11.
Задание координат «в приращениях»: отверстие 1: х = 2,000, у = 2,500; отверстие 2: x = 0; у = -0,500; отверстие 3: х = 1,250; у = 0.
Задание в абсолютной системе координат: отверстие 1: х = 2,000; y = 2,500; отверстие 2:x = 2,000; у = 2,000; отверстие 3: х = 3,250; у = 2,000.
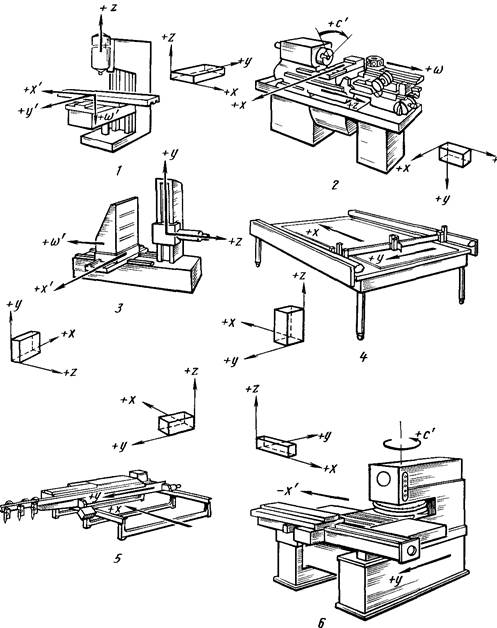
Рис. 5.10
Оси координат для различных станков с ЧПУ:
1 — контрольно фрезерный станок; сверлильный станок, координатно-расточной станок;
2 — токарно-револьверный станок; 3 — горизонтально-расточной станок, 4 — графопостроитель;
5 — газорезательная машина; 6 — револьверный дыропробивной пресс;
7 — горизонтально-фрезерный станок для объемной обработки, пять осей координат;
8 — портальный копировально-фрезерный станок, 9 — вертикальные токарные станки, карусельные станки,
10 — фрезерный станок для объемной обработки с вращающимся столом, пять осей координат, 11 — токарный станок с наклонной станиной, четыре оси координат; 12 — круглошлифовальный станок
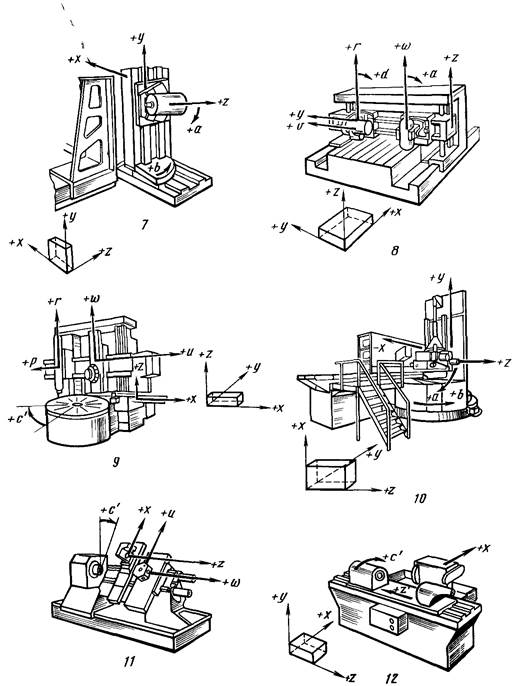
Продолж. рис. 5.10
|
|
Рис. 5.11
Чертеж обрабатываемой детали. Размеры даны в дюймах (1 дюйм = 25,4 мм):
1—3 — обрабатываемые отверстия; 4 — исходное положение
5.5. КОНТРОЛЬ ПЕРЕМЕЩЕНИЙ
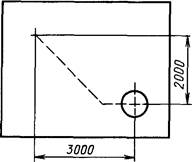
Рис. 5.12
Траектория перемещения инструмента при управлении «от точки к точке»
Степень контроля по пути перемещения инструмента является одним из важных показателей, определяющих стоимость станка с ЧПУ, причем многие операции обработки требуют значительно меньше контроля, чем другие. Инженер по автоматизации должен понимать эту разницу, чтобы принять рациональное решение по капитальным вложениям Даже экономическая целесообразность автоматизации целиком может зависеть от необходимой степени контроля перемещений в станке с ЧПУ.
Управление «от точки к точке». Сверление отверстий является важной областью применения станков с ЧПУ Пока инструмент перемещается из предыдущей позиции для сверления в следующую, никакой обработки не происходит После окончания позиционирования необходимо контролировать перемещение только по одной оси, обычно по оси z Эта степень управления перемещениями называется управлением «от точки к точке» Тем же способом может быть осуществлено управление при фрезеровании пазов, параллельных осям х и у и других операциях обработки. На рис. 5 12 показана траектория перемещения инструмента для позиционирования над местом, где должно быть просверлено отверстие при управлении «от точки к точке». Перемещение по осям х и у происходит одновременно и с одинаковой скоростью, пока расстояние по оси у не пройдено. Затем движение продолжается по оси х до конечного положения.
Контурное управление. Обработка криволинейных поверхностей требует управления относительными скоростями перемещения инструмента по двум и более осям. Это осуществляется при помощи изменения напряжения, подаваемого на двигатели переменного тока, которые обеспечивают перемещения по осям во время резания. Если кто-нибудь возьмет на себя труд запрограммировать тысячи перемещений от точки к точке, станок с позиционной системой управления сможет выполнить контурную обработку при помощи прямолинейной аппроксимации. Станок же с контурной системой управления автоматически выполняет сложные вычисления, необходимые для образования криволинейных поверхностей.
5.6. ПРОГРАММИРОВАНИЕ ДЛЯ ЧПУ
Целью программирования является разработка набора команд для выполнения станком на основе одного из двоично-десятичных кодов. Однако в рамках стандартных кодов были разработаны различные схемы для того, чтобы передавать информацию станку.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.