На рис. 5.16 приведены изображения изделия, возникающие на дисплее при конструировании с помощью ЭВМ. Соответствующая программа обработки может быть автоматически подготовлена с помощью программного обеспечения, заложенного в ЭВМ и использующего исходные данные, полученные при проектировании. Это позволяет избежать обычной утомительной рутины при подготовке управляющих программ. Еще более популярными являются менее совершенные системы, в которых программист пишет программу обработки на языке, подобном АПТ, и затем использует программное обеспечение системы автоматизированного проектирования и изготовления для ее проверки, моделируя процесс обработки с помощью ЭВМ. ЭВМ выявит синтаксические ошибки и уведомит об их наличии до выполнения программы, а также проведет диагностирование программы. По откорректированной с синтаксической точки зрения программе ЭВМ моделирует ее выполнение и создает чертеж «обработанной» детали либо на экране дисплея, либо на графопостроителе по выбору программиста. После получения удовлетворительной программы ЭВМ может передать ее в систему ЧПУ станка и записать на магнитном диске для будущего использования. Может быть также создано объемное изображение детали, получены ее размеры и подготовлена программа для робота на передачу этой детали со станка на станок во время ее обработки.
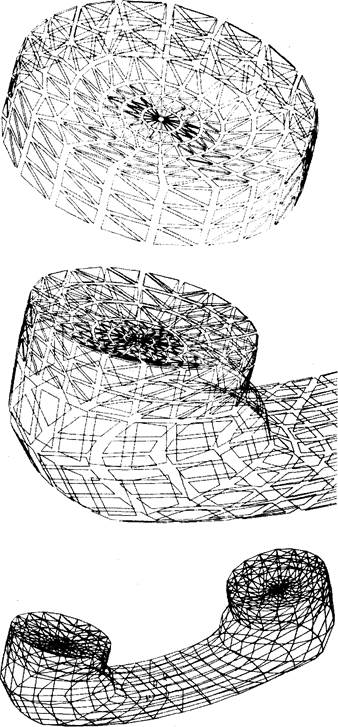
Рис. 5.16
Графическое изображение изделий при конструировании с помощью ЭВМ
Одним из принципиальных преимуществ автоматизированного проектирования является возможность получения полного комплекта документации на изделие и процесс его изготовления в дополнение к информационной базе данных. База данных может быть использована для разработки графиков производства, определения потребностей в материалах, разработки руководств по эксплуатации, карт контроля качества и другой документации, которая, с одной стороны, полезна для производства а с другой — сама является продуктом производства.
Выводы
Промышленные роботы имели в качестве предшественников автоматизированные токарные и фрезерные станки. Первые попытки автоматизации станков осуществлялись за счет кулачков и механических связей, что является стратегией «жесткой» автоматизации. Но развитие цифровых ЭВМ позволило сделать автоматизацию станков перепрограммируемой и автоматизировать мелкосерийное производство. Это же технологическое достижение позже привело к возникновению промышленных роботов. По сути, робот можно рассматривать как разновидность станка с ЧПУ. Некоторые из них, например сварочные роботы, выполняют аналогичные функции. Очевидно, что ЧПУ обеспечивает не только гибкость управления автоматическим станками, но и многие другие функции. Большие и сложные детали, характерные для аэрокосмической промышленности, не пригодны для производства с использованием жесткой автоматизации. Возможность выполнения объемных сложных операций на одном станке и в одном крепежном приспособлении позволяет экономить на стоимости наладки, приспособлении и инструментальной оснастки, одновременно повышая качество.
Кодирование информации для ЧПУ выполняется в двоично-десятичной системе, причем ошибки, могущие возникнуть при набивке или считывании программ, контролируются с помощью дорожки четности. Для каждого станка с ЧПУ определено соответствие между направлением каждого перемещения рабочего органа и определенной геометрической осью. Задание перемещения инструменту производится в приращениях или в абсолютной системе координат. Перемещение инструмента может контролироваться в конечных точках (программирование от точки к точке) или непрерывно (контурное управление).
Программирование станков с ЧПУ может осуществляться двумя способами: форматами кадра или на языках программирования. Типичным языком такого рода является язык АПТ.
Прямое программное управление предполагает использование центральной ЭВМ для управления несколькими станками с ЧПУ в режиме реального времени. Прямое программное управление в целом уступило свое место системам ЧПУ типа CNC, где каждому станку придается своя собственная ЭВМ. Лучшие черты прямого программного управления и ЧПУ типа CNC собраны в системе управления, называемой иерархической. Такие системы позволяют программировать одновременно и с помощью центральной ЭВМ, и прямо на рабочем месте, с помощью ЧПУ. Разработано всеобъемлющее программное обеспечение для автоматизированного проектирования и изготовления изделий с помощью ЭВМ. Пакеты программ записаны на магнитных дисках, доступных центральной ЭВМ в режиме реального времени. Наряду со станками, центральная ЭВМ может управлять промышленными роботами, что описано в гл. 6.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.