3. Клавиатура. Панель управления системы ЧПУ типа CNC должна иметь цифровую клавиатуру для ввода значений координат и дополнительных функций, например подачи. Если система управления предназначена для программирования на языке с адресами слов (а большинство систем именно такого типа), на клавиатуре должны иметься и некоторые буквы алфавита.
4. Дисплей. Система управления типа CNC должна иметь устройство для отображения текущих команд управления, текущего положения инструмента, кодов ошибок и других данных цифрового или буквенно-цифрового вида. Обычно это осуществляется с помощью светодиодного индикатора или экранного дисплея.
Некоторые модели систем управления оснащаются считывающими устройствами для кассет с информацией на магнитной ленте, устройствами ввода-вывода для обмена программами с внешней ЭВМ. Другим полезным свойством, которым обладает большинство систем, является возможность изменения частоты вращения шпинделя или подачи в долях (в процентах) заданного программой значения. Это особенно важно при отладке программ.
5.9. ИЕРАРХИЧЕСКОЕ ПРОГРАММНОЕ УПРАВЛЕНИЕ
Прямое программное управление сохраняется в форме, названной иерархическим программным управлением. Такая форма управления сочетает лучшие черты программного управления с помощью ЭВМ и прямого программного управления. При иерархическом программном управлении каждый станок имеет свою собственную систему ЧПУ на базе ЭВМ, соединенную с более крупной центральной ЭВМ, но связанную с ней только периодически в режиме разделения времени. В отличие от прямого программного управления при отказе центральной ЭВМ иерархической системы управления подчиненные системы ЧПУ на станках имеют ограниченную возможность функционировать самостоятельно. Центральная ЭВМ обычно управляет процессом производства на базе выборочного контроля, содержит библиотеку управляющих программ, доступную для подчиненных систем ЧПУ, а также воспринимает сигналы о неисправностях и сигнализирует о них. Возможно даже организовать промежуточный иерархический уровень управления среди ЭВМ, как это показано в гл. 13. На рис. 5.15 изображена структура типичной иерархической системы управления.
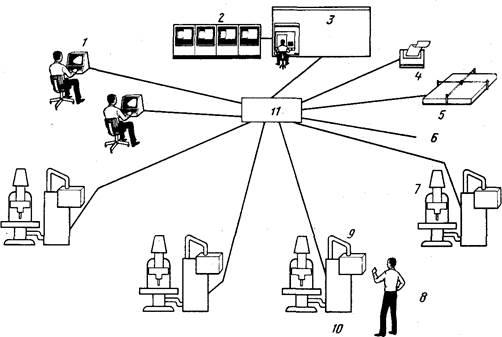
Рис. 5.15
Структура иерархической системы управления:
1 — программирование с удаленного терминала; 2 — дисководы памяти на магнитных дисках для хранения программ обработки и математического обеспечения комплексной системы автоматизированного проектирования и изготовления с помощью ЭВМ; 3 — центральная ЭВМ; 4 — печатающее устройство; 5 — графопостроитель; 6 — оборудование с ЧПУ и технологические процессы; 7 — металлорежущие станки с ЧПУ; 8 — оператор-программист станков с ЧПУ; 9 — панель управления устройства ЧПУ; 10 — управляющая ЭВМ; 11 — интерфейс
5.10. КОМПЛЕКСНАЯ СИСТЕМА АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ И ИЗГОТОВЛЕНИЯ С ПОМОЩЬЮ ЭВМ
Возможности ЭВМ для системы управления значительно шире, чем просто хранение подготовленных управляющих программ. Накопитель на дисках предназначен не только для хранения программ, но и для хранения программного обеспечения комплексной системы автоматизированного проектирования и изготовления изделий с помощью ЭВМ. Применение ЭВМ в автоматизированном производстве многообразно, и в гл. 13 этот вопрос рассмотрен более подробно. Следует отметить особую роль, которую играет ЭВМ в процессе конструирования.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.