При набивке и считывании программы могут возникнуть четыре основных механических ошибки:
1. Перфоратор может пробить ненужное дополнительное отверстие.
2. Перфоратор может не пробить отверстие в нужном месте.
3. Считывающее устройство может ошибочно считать отверстие в том месте, где его в действительности нет.
4. Считывающее устройство может не считать имеющееся
отверстие.
Каждая из ошибок возникает крайне редко, но на практике может произойти. Если одна из перечисленных ошибок произойдет, число отверстий в горизонтальном ряду не будет соответствовать установленному правилу четности. Таким образом, если устройство одновременно подсчитывает количество пробитых или считанных отверстий в каждом ряду, нарушение четности будет немедленно выявлено как ошибка устройства, и оно остановится. Конечно, при двух ошибках в одном горизонтальном ряду перфоленты четность не будет нарушена и ошибка пройдет незамеченной. Две ошибки, конечно, не означают, что ошибок вообще нет, но устройство может воспринять это именно таким образом. Правило четности базируется на том, что вероятность появления двух ошибок в одном ряду настолько мала, что ею можно пренебречь.
Осталось объяснить только назначение восьмого ряда в коде EIA244A. Этот ряд предназначен для разделения блоков информации. Отверстие в восьмом ряду легко распознается, потому что имеет только одно значение — концевая строка. Это особенно удобно для визуальной проверки перфолент.
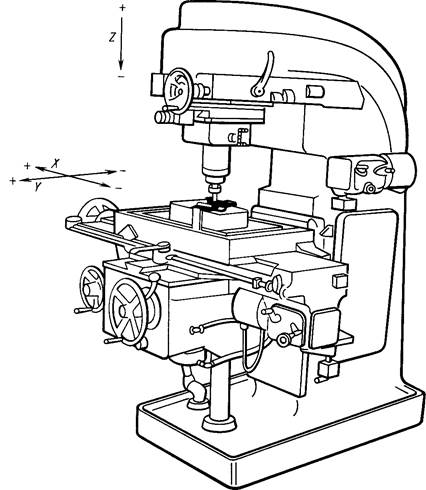
Рис. 5.9
Обозначение осей координат для вертикально-фрезерного станка с ЧПУ. Ось Z — вертикальное перемещение шпинделя. Оси Х и У — перемещение стола с закрепленной заготовкой. Например, перемещение стола влево заставляет фрезу обрабатывать деталь с правой стороны, производя резание по оси Х в положительном направлении
5.3. ОСИ КООРДИНАТ
Основной функцией программного управления является выдача станку команд на перемещение инструмента или задание относительного перемещения инструмента и детали. Эта ключевая концепция прослеживается как в станках, описанных в данной главе, так и в роботах, о которых рассказано в гл. 6.
Движения в станках обычно описываются в декартовой системе координат, что делает перемещения по осям х, у и z основой программирования. Чтобы показать эти оси, мы обратимся к прообразу всех станков с ЧПУ — вертикально-фрезерному станку. На рис. 5.9 изображен такой станок с указанием осей х, у и z. Подобная схема используется и для других станков (рис. 5.10). Из этих рисунков видно, что назначение направления осей производится в соответствии с некоторыми принципами, правда, не без исключений. Обычно оси х и у определяют плоскость, перпендикулярную направлению внедрения инструмента в заготовку. Внедрение инструмента обычно совпадает с осью z, причем внедрению соответствует отрицательное направление оси, а отводу — положительное. В плоскости хz за большую ось (т. е. ось, по которой происходит наибольшее перемещение) обычно принимают ось х, а за малую — ось y. Все эти правила справедливы для вертикально-фрезерного станка, изображенного на рис. 5.9, но в некоторых примерах, показанных на рис. 5.10, нарушаются.
5.4. ПРОГРАММИРОВАНИЕ В ПРИРАЩЕНИЯХ И В АБСОЛЮТНОЙ СИСТЕМЕ КООРДИНАТ
Существуют два основных способа программирования перемещений для станков с ЧПУ и подобного оборудования. Первым способом является задание перемещения инструмента в новое положение, отличающееся на х, у и z от исходного положения в пространстве. Этот вид программирования обычно называют «программированием в приращениях». Другим способом является программирование в абсолютной системе координат, при котором имеется некоторое положение, являющееся исходным для задания всех команд на перемещение.
Большинство станков с ЧПУ могут работать и «в приращениях», и в абсолютной системе координат по желанию программиста. Такая возможность существовала не всегда, но она появилась благодаря постоянной работе по повышению гибкости автоматизации. Таким образом, можно выбрать тот или иной способ задания перемещений в зависимости от области применения обрабатываемого изделия, системы простановки размеров, примененной конструктором, или просто удобства программиста.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.