







9. ИСПОЛЬЗОВАНИЕ РОБОТОВ В ПРОМЫШЛЕННОСТИ
Эта глава является обзором реальных примеров применения роботов различных типов. Она призвана стимулировать зарождение идей, относящихся к роботизации производства, на котором работает читатель, а также помочь при оценке осуществимости этих идей.
9.1. СВАРКА
В первую очередь мы обратимся к сварке, потому что в середине 80-х годов именно она являлась основной областью применения промышленных роботов. Наиболее широко распространена автоматизированная точечная сварка, характерная для автомобилестроения, тяготеющего к крупносерийной конвейерной сборке, однако наблюдается рост применения роботов и для дуговой
сварки.
Как точечная, так и дуговая сварка при работе вручную неблагополучны с точки зрения техники безопасности. Кроме того, сварка непривлекательна для рабочих из-за необходимости носить защитную одежду, особенно при дуговой сварке. При отсутствии роботов персоналу приходится вручную управляться с тяжелыми грузами и с особенно тяжелым мощным оборудованием для точечной сварки. Не в последнюю очередь использование роботов привлекает возможностью обеспечить качество и высокую стабильность производства как при точечной, так и при дуговой
сварке.
Точечная сварка наиболее широко применяется на линии по изготовлению автомобильных кузовов. Поскольку линия находится в состоянии постоянного движения, от работающих в ее составе роботов для точечной сварки требуется способность автоматически отслеживать движение конвейера.
Одним из примеров применения дуговой сварки является сварка элементов конструкций корпусов судов. Дуговая сварка внутри судового корпуса часто производится в весьма стесненных условиях и представляет собой источник опасности в связи с выделением токсичных паров и газов в ограниченном объеме. Полнейший дискомфорт при попытках сварить что-либо в узком месте.
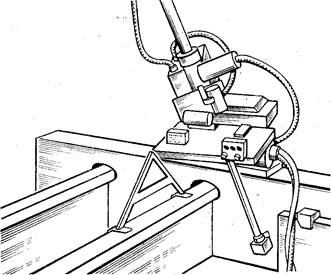
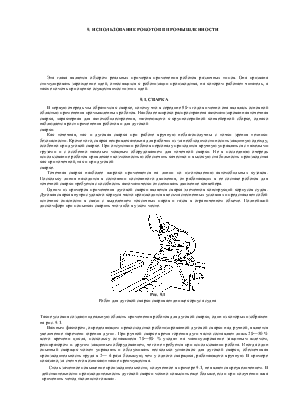
Рис. 9.1
Робот для дуговой сварки сваривает днище корпуса судна
Такие условия создают идеальную область применения роботов для дуговой сварки, один из которых изображен на рис. 9.1.
Важным фактором, определяющим превосходство роботизированной дуговой сварки над ручной, является увеличение «времени горения дуги». При ручной сварке время горения дуги часто составляет лишь 20—30 % всего времени цикла, поскольку оставшиеся 70—80 % уходят на манипулирование защитным шлемом, респиратором и. другим защитным оборудованием, чего не требуется при использовании робота. Иногда один опытный сварщик может управлять и обслуживать несколько установок для дуговой сварки, обеспечивая производительность труда в 2— 4 раза большую, чем у одного сварщика, работающего вручную. В примере показано, за счет чего возникают такие преимущества.
Столь заметное повышение производительности, полученное в примере 9.1, не является преувеличением. В действительности производительность дуговой сварки можно повысить еще больше, если при получении шва применить метод «волнистого шва».
Этот метод заключается в том, что сварщик получает шов повышенного качества, придавая концу электрода осциллируюшее движение поперек шва. Другими словами, сварщик делает зигзагообразный -шов, наподобие специальной швейной машины, которая шьет зигзагом для подобной же цели.
Для получения волнистого шва от сварщика требуется значительный навык, но и опытный сварщик, навряд ли сможет обеспечить равномерность волны при длинном шве. Даже если опыт сварщика позволяет получить качественный шов, скорость процесса значительно сокращается в связи с требованием придавать электроду осциллирующее движение. Сварочный робот по программе может осуществлять осцилляцию сварочной головки во много раз быстрее, чем это способен делать человек.
Автор имел возможность наблюдать промышленную дуговую сварку вольфрамовым электродом в среде инертного газа с поперечной осцилляцией, электрода, при которой робот обеспечивал производительность, в 8—10 раз большую, чем сварщик, которого он заменил. Кроме того, что робот показал превосходство в скорости, превосходство в качестве сварного шва было совершенно очевидным.
9.2. ЗАГРУЗКА ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Загрузка и разгрузка технологического оборудования с помощью промышленных роботов имеет те же самые основные преимущества, что и роботизированная сварка, а именно: обеспечение безопасности и освобождение от необходимости вручную переносить тяжести. Исторически сложилось так, что работа оператора дыропробивного пресса, оказалась наиболее опасной работой на заводе из-за риска ампутации при управлении прессом вручную. Этот риск был значительно снижен благодаря возрастающему использованию роботов и устройства для автоматического управления прессами и возрастающему вниманию к стандартам по обеспечению безопасности на производстве, особенно стандартам, относящимся к безопасности работы у прессов и другого оборудования, представляющего опасность, изложенным в законе об охране труда и здоровья на производстве (OSHA).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.