На основании результатов исследования воздействия на химическую неоднородность алюминиево-магниевых сплавов, которые подробно изложены в главе 2, впервые получены качественные сварные узлы жидкоштампованных отливок из сплава АМг6Л между собой и с трубными заготовками из сплава АМг6. Эти узлы экспонировались на семинаре главных специалистов машиностроительных предприятий и на ВДНХ “Прогресс”.
Таким образом, устанавливается довольно четкая связь между водородной хрупкостью I вида и свариваемостью сплавов. В случае значительной газонасыщенности алюминиевых сплавов в их микроструктуре наблюдается большое число выделений промежуточных фаз, что обусловливает в последующем получение отрицательных результатов по сварке.
|
|
|
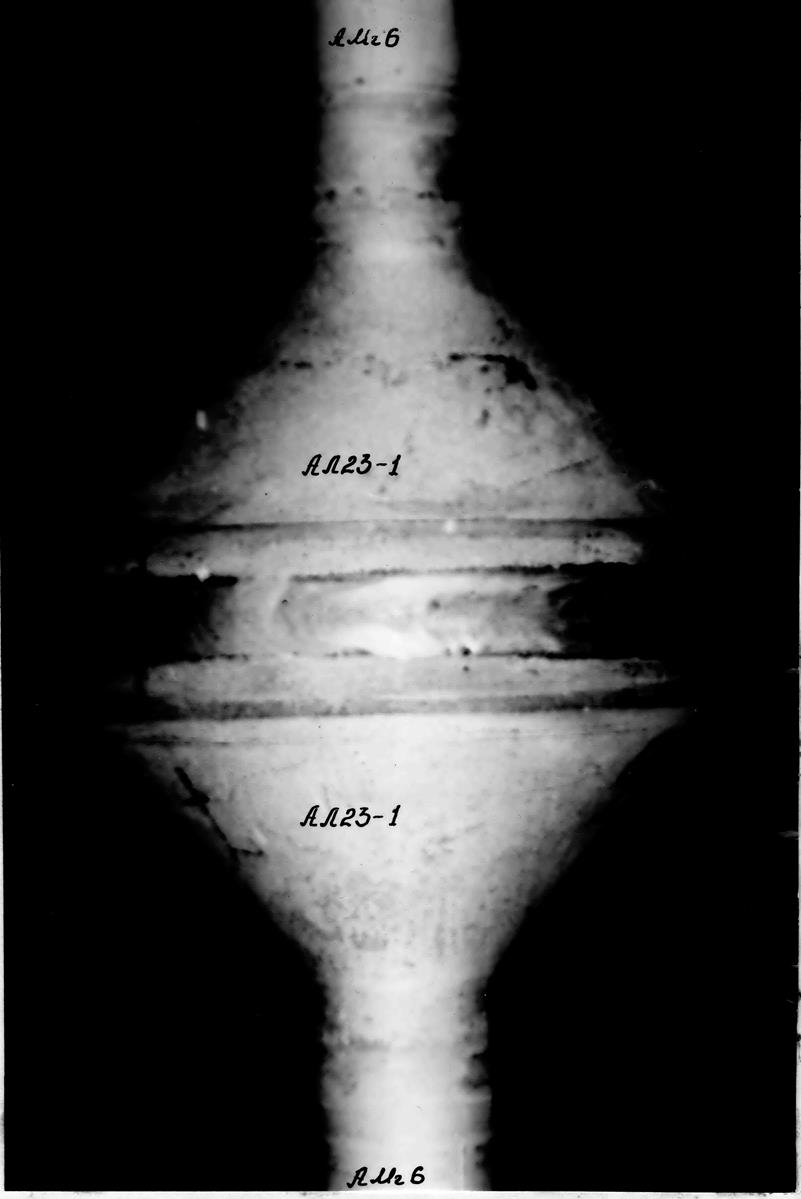
Рисунок 6.3 - Сварной узел жидкоштампованная отливка АМг6Л (АЛ23-1) – труба АМг6. |
В то же время прослеживается связь между поведением сплава после нагрева при 200-300°С и свариваемостью. Чем сильнее выражена хрупкость после нагрева при этих температурах, тем хуже качество сварных соединений. Это подтверждается данными по результатам испытания механических свойств АМг6Л и АМг10 после отжига и нагрева при 250°С. Если рафинирование обеспечивает сохранение высокой пластичности отожженных и состаренных сплавов, их свариваемость удовлетворительная.
Интенсивная дегазация сплавов по разработанному способу обработки труднодеформируемых металлов и сплавов также позволяет получить качественный сварной шов при сварке листовых заготовок из до- и заэвтектических силуминов (рис.6.4).
На основании изложенного следует считать, что способность к удовлетворительной свариваемости сплавов закладывается при подготовке шихты, условиях плавки, кристаллизации и последующей обработке.
|
|
|
Рисунок
6.4 - Сварные конструкции из деформированных сплавов Al
-
11 |
В том случае, если все эти стадии получения сплава предусматривают уменьшение содержания водорода, то это приводит к минимальной химической неоднородности литых сплавов, отсутствию хрупкости после нагрева при 200-300°С и к получению высококачественных сварных швов.
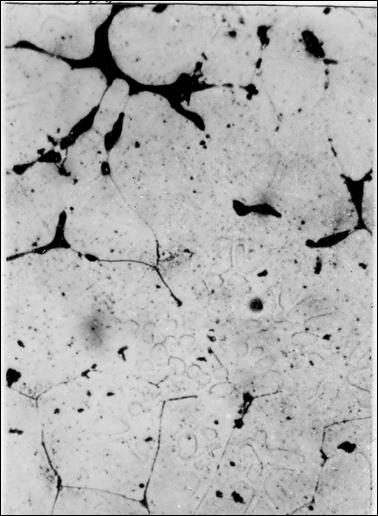
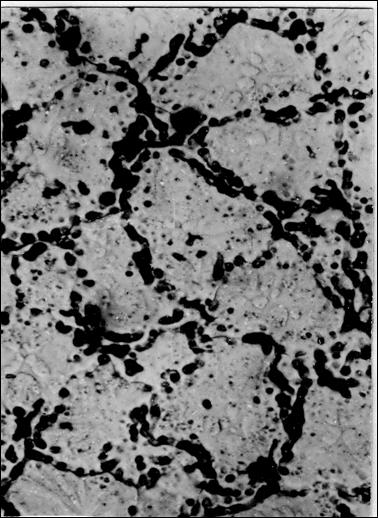
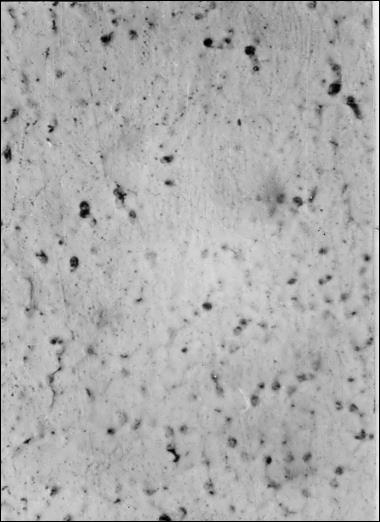
Для примера на рис.6.5 приведена микроструктура сварного шва и переходной зоны сплава АМг6Л, полученного жидкой штамповкой и имеющего структуру твердого раствора после кристаллизации. Эта микроструктура является единственной в своем роде и резко отличается от всех случаев, когда сплав после кристаллизации является двухфазным.
Для отработки серийной технологии в условиях производства необходим комплексный подход к изготовлению полуфабрикатов, предусматривающий мероприятия специально для повышения свариваемости.
|
|
|
||
|
а |
б |
||
|
|
|
||
|
а |
б |
Рисунок
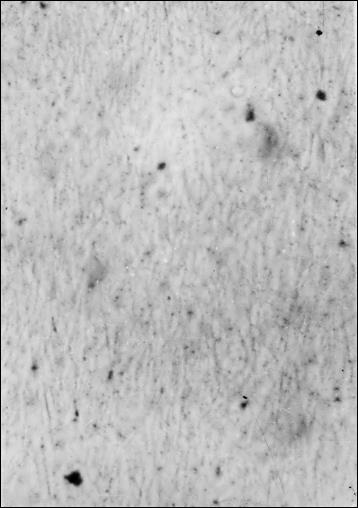
6.5 – Микроструктура основного металла (а) и переходной зоны (б) сплава АМг6Л
обычного приготовления (А) и жидкоштампованного (Б) ![]() 110.
110.
|
|
|
|
а |
б |
Продолжение
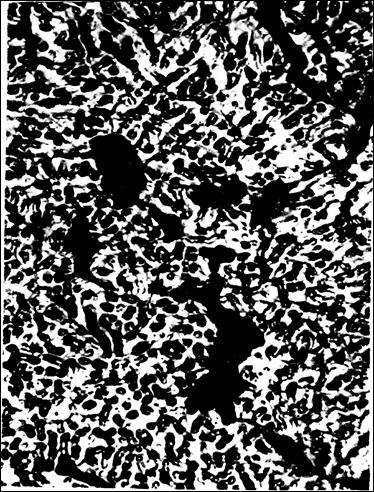
рисунка 6.5 - Микроструктура сварного шва сплава АМг6Л обычного приготовления
(а) и жидкоштампованного (б) ![]() 110.
110.
Они должны предусматривать любые воздействия при приготовлении и обработке сплавов, уменьшающие водородную хрупкость, что позволяет повысить качество сварных соединений и получать удовлетворительную свариваемость жидкоштампованных отливок между собой и с трубными заготовками, что по существующим представлениям является неразрешимой задачей.
Таким образом, установлена связь между водородной хрупкостью I и II вида и свариваемостью алюминиевых сплавов. Чем сильнее развита водородная хрупкость, тем ниже качество сварного соединения.
Применение разработанных нами способов рафинирования алюминиевых сплавов уменьшает водородную хрупкость I вида и повышает качество сварных соединений. Разработанный способ кристаллизации с приложением давления устраняет водородную хрупкость I и II вида в жидкоштампованных отливках из сплава АМг6Л. Это позволяет осуществить качественную сварку жидкоштампованных отливок между собой и с трубной заготовкой из сплава АМг6, что до настоящего времени считается невыполнимым.
Совместное
применение разработанных способов дегазации сплавов и термоциклической
обработки с приложением давления позволит провести качественную сварку листовых
заготовок из сплавов Al
–
11![]() 20% Si,
что весьма ценно для изготовления ёмкостей различного назначения.
20% Si,
что весьма ценно для изготовления ёмкостей различного назначения.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.