Любой член геометрической прогрессии можно получить из этого числового ряда путем умножения, деления, возведения в степень.
Первый ряд является предпочтительней второму, второму - третий, третий - четвертому.
Действительный размер – размер, измеренный с определенной точностью для решения конкретной задачи.
Предельный размер – допускаемые размеры: верхний и нижний.
Существует понятие определения массовости материала;
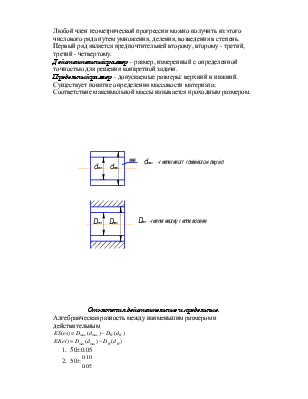
Соответствие максимальной массы называется проходным размером.
Отклонения действительные и предельные.
Алгебраическая разность между наименьшим размером и действительным
1. 50±0.05
2.
50±![]()

Поле допуска определяется допуском и его расположением к номинальному размеру.
Поле допуска характеризует не только точность измерения, но и определенный характер посадки.
Соединения:
1. Конические
2. Шлицевые
3. Зубчатые и т.д.
Соединения:
1. Неподвижные неразъемные
2. Подвижные разъемные
3. Подвижные
Посадки
Характер соединения определяется зазором или натягом
1. С зазором
2. С натягом
3. Переходные
Расчет элементов посадок
I. На max и min
Посадки с натягом
Действительные размеры вала могут получиться или зазоры или натяги.
Рис.5
Переходные посадки
Рис.6
Допуски и посадки определяются с точностью размеров
II. Расчет элементов посадок теоретико-вероятностным методом (ТВМ)
1. Заданная точность определяется конструктором в зависимости от назначения данного элемента.
2. Расчетная точность определяется расчетом на max и min и ТВМ.
3. Фактическая точность определяется изготовлением и измерением.
При рассчитанном методе определения прочности можно использовать предельные значения размеров (min и max) и ТВМ.
При ТВМ крайние значение размеров близкие к предельным размерам не учитываются при расчете элементов посадок, т.к вероятность изготовления и вероятность сочетания при сборке вероятно мала.
Рис.7
Т.к
![]() вероятно больше
вероятно больше ![]() , то на
момент размер гарантирован min зазор, который учитывает температуру деформации
….формы составных элементов, шероховатость, т.к
, то на
момент размер гарантирован min зазор, который учитывает температуру деформации
….формы составных элементов, шероховатость, т.к ![]() вероятный
зазор меньше
вероятный
зазор меньше ![]() полученный методом, то обеспечивается
большая долговечность работы этой пары.
полученный методом, то обеспечивается
большая долговечность работы этой пары.
Единые принципы построения систем допусков и посадок.
Совокупность рядов допусков и посадок, построенных на основе теоретических, практических и экспериментальных исследований оформленных в виде нормативно технических документов (НТД) – это системы допусков и посадок.
1. Принцип диапазонов и интервалов размеров
2. Принцип использования для образования посадок СА и СВ.
СА – такая система образования посадок, когда за базу построения системы берется основное отверстие, а посадки различные получаются с изменением размера валов.
Рис.8
CВ – за базу принимается основной вал, а различные по характеру посадки образуются изменением размера отверстий.
Рис.9
Основным отверстием называется такое отверстие, у которого нижнее предельное отклонение равно 0, а верхнее предельное отклонение откладывается в тело детали.
Основным валом называется такой вал, у которого верхнее предельное отклонение равно нулю, а нижнее предельное отклонение откладывается в тело детали.
3. Принцип экономии металла
4. принцип масштабного фактора (единицы допуска)
5. Принцип коэффициента точности (Принцип квалитетов, классов точности, степени точности).
Чтобы говорить об одном и том же уровне точности для различных номинальных размеров вводится понятие квалитетов классов степеней точности.
6. Принцип физически обоснованного изменения величины зазоров натягов от номинальных размеров.
7. Принцип нормальной температуры
Системы допусков и посадок для гладких соединений
До 3
Св. 3 до 6
Св. 6 до 10
Св. 10 до 18
Св. 18 до 30
……………
Св. 400 до 500
В основу построения системы документов и посадок ISO положены 2 элемента:
1. допуск, который задается по N квалитету
![]()
a – коэффициент точности
i – единица допуска
1.
![]() до 500 мм
до 500 мм
2.
![]() св.500 до 3150 мм
св.500 до 3150 мм
Рис.10
![]()
Квалитет характеризует уровень точности в одном и том же квалитете, т.е при одном и том же требовании к уровню точности величина точности будет зависеть от размера.
Квалитет с 1-4 – используется для назначения допусков на СИ(калибров), а также для ……..
С 5-12 – посадочные квалитеты
С 12-18 – для свободных размеров, т.е размеров не участвующих в соединении.
2. Основные отклонения – ближайшее к нулевой линии отклонение.
Может быть положительным, отрицательным и равным нулю.
Может быть верхним и нижним.
Числовые значения основных отклонений задаются по рядам.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.