2. Выбор годовой производственной программы
В
условиях мелкосерийного производства определяем производственную программу
исходя из массы восстанавливаемой детали: при массе блока цилиндров около 250
кг принимаем ![]() .
.
3. Перечень возможных дефектов детали
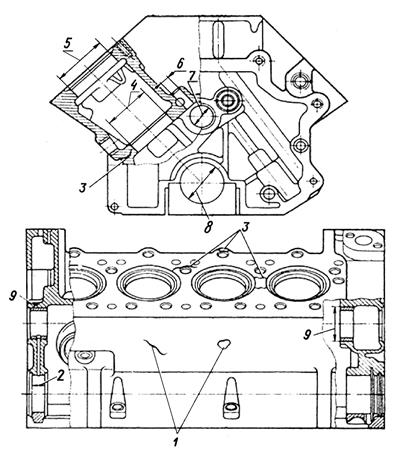
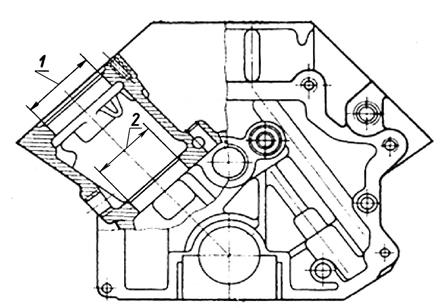
Рис. 2. Основные дефекты блока цилиндров двигателя ЗИЛ-130.
1 – пробоины на стенках рубашки охлаждения или картера; 2 – износ торцов первого коренного подшипника; 3 – трещины и отколы; 4 – износ нижнего посадочного отверстия под гильзу; 5 – износ верхнего посадочного отверстия под гильзу; 6 – износ отверстий под толкатели; 7 – износ отверстий во втулках под опорные шейки распределительного вала; 8 – износ гнезд вкладышей коренных подшипников и их несоосность; 9 – износ отверстий под втулки распределительного вала.
4. Дефектная ведомость
|
|
Деталь |
Блок цилиндров |
||||
|
№ детали |
130-1002010-А |
|||||
|
Материал |
Чугун серый СЧ 30 |
|||||
|
Твердость |
170 – 230 НВ |
|||||
|
№ по эскизу |
Дефект |
Способ установления дефекта и контрольный инструмент |
Размер, мм |
Заключение |
||
|
По рабочему чертежу |
Допустимый без ремонта |
|||||
|
1 |
Износ верхнего посадочного отверстия под гильзу |
Микрометрический нутромер, калибр-пробка |
|
|
Восстанавливать |
|
|
2 |
Износ нижнего посадочного отверстия под гильзу |
Микрометрический нутромер, калибр-пробка |
|
|
Восстанавливать |
|
5. Описание детали
Блок цилиндров относится к классу корпусных деталей, куда относятся также головка блока, картеры и корпуса различных механизмов. Эти детали обычно являются базовыми в агрегатах, общим технологическим признаком для большинства из них является наличие обработанной плоскости наибольших размеров с двумя отверстиями, используемой в качестве установочной базы при изготовлении и восстановлении. Основными техническими требованиями к блоку цилиндров являются:
соосность отверстий постелей валов;
одинаковый диаметр всех постелей (кроме специальных конструкций);
перпендикулярность осей постелей коленчатого вала и осей цилиндров либо посадочных мест под гильзы;
параллельность плоскости разъема блока и поддона картера оси постелей коленчатого вала;
параллельность осей постелей вспомогательных и распределительных валов (если они установлены в блоке) оси постелей коленчатого вала.
Величины отклонений от соосности, перпендикулярности и параллельности обычно составляют 0,02 – 0,03 мм.
6. Выбор базовой поверхности
При обработке посадочных мест под гильзы в качестве базовой поверхности используется плоскость разъема блока и поддона картера, имеющая два установочных отверстия. Иногда используется поверхность постелей коленчатого вала.
Так
как оси цилиндров V-образного двигателя
расположены к базовой поверхности под углом ![]() , то
необходимо использовать приспособление, позволяющее устанавливать блок под
углом
, то
необходимо использовать приспособление, позволяющее устанавливать блок под
углом ![]() и обеспечивать параллельность осей цилиндров
и шпинделя станка при расточке. Фиксация блока относительно приспособления
осуществляется прижимающими устройствами винтового или рычажного типа.
и обеспечивать параллельность осей цилиндров
и шпинделя станка при расточке. Фиксация блока относительно приспособления
осуществляется прижимающими устройствами винтового или рычажного типа.
7. Составление маршрута восстановления
Общий маршрут восстановления деталей выглядит следующим образом:
1) термообработка, направленная на снижение твердости детали;
2) исправление базовых поверхностей;
3) восстановление геометрической формы восстанавливаемых поверхностей;
4) восстановление и предварительная обработка поверхностей;
5) термообработка, направленная на получение требуемых механических свойств детали;
6) обработка поверхностей до требуемого размера.
Блок цилиндров изготовлен из серого чугуна СЧ 30, имеющего твердость НВ 170…230, что позволяет не применять операции термообработки.
При значительных повреждениях базовой поверхности (например, короблении) ее восстановление экономически нецелесообразно, так как повлечет за собой исправление поверхностей постелей коленчатого и распределительного валов. В таком случае блок цилиндров должен быть забракован.
Состав операций по восстановлению изношенных поверхностей будет зависеть от метода восстановления.
Обработка методом давления неприменима из-за малой пластичности материала и конструктивной сложности детали.
Различные виды наплавки и напыления неприменимы из-за особенностей оборудования и расположения восстанавливаемых поверхностей.
Восстановление пайкой и синтетическими материалами также неприменимы из-за неудовлетворительных свойств покрытия.
Восстановление электролитическими методами обеспечивает хорошие свойства покрытия, основной сложностью при этом является создание электролитических ванн.
Наиболее простым и рациональным методом является установка дополнительных ремонтных деталей (ДРД) – колец – в предварительно расточенные посадочные места. Кольца изготавливаются из чугуна той же марки, при этом восстановленные поверхности будут иметь те же свойства, что и исходные. ДРД устанавливаются в блок цилиндров с натягом, обеспечивающим их фиксацию при последующей механической обработке и эксплуатации.
Окончательно получаем следующий технологический маршрут восстановления:
1) проверка базовой поверхности;
2) растачивание посадочных мест под ДРД;
3) установка ДРД;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.