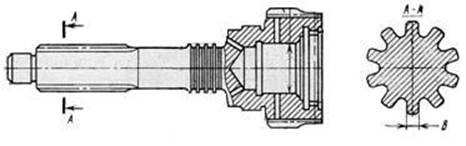
Разработка технологического процесса восстановления шлицов ведущего вала коробки передач автомобиля ЗИЛ-130.
1.1 Исходные данные.
Исходными данными для разработки технологического процесса являются:
- рабочий чертеж детали с техническими требованиями на ее изготовление;
- готовая производственная программа восстанавливаемых деталей, которая указывается в штуках в год;
- перечень дефектов детали ( 3-6);
1.2 Анализ исходных данных.
Износ шлицев целесообразней восстановить двумя процессами это:
· наплавка под слоем флюса;
· ручная дуговая наплавка с последующей механической обработкой.
Для этого материал сопряженных деталей выбирают легированную сталь. Технологическая база – центровые отверстия. Поврежденная деталь подлежит отправке на специализированное предприятие.
Карта технологических требований на дефекацию детали
|
|
деталь |
Шлицы ведущего вала |
||||
|
№ детали |
||||||
|
материал |
Сталь 25ХГМ |
|||||
|
твердость |
HRC 60-65 |
|||||
|
№ Дефекта по эскизу |
Возможные дефекты |
Способ Установления дефекта и контрольный инструмент |
Рзмер,мм |
Заключение |
||
|
По рабочему чертежу |
Допустимый Без ремонта |
|||||
|
8 |
Износ шлицев по толщине |
Пробка |
4-0,1 |
3,9 |
Наплавка, мех. обработка, фрезерование |
|
Производство в год
|
Тип производства |
Годовое количество деталей одного типа, размера, шт. |
|
Легких ( до 20 кг) |
|
|
мелкосерийное |
3000 |
Шлицы ведущего вала являются восстанавливаемыми. Относительные затраты на восстановление не велики, по сравнению с изготовлением нового вала.
1.3 Выбор действующего типового, группового технологического процесса или поиск аналога единичного процесса.
При решении вопросов проектирования и реализации технологических процессов восстановления в ряде случаев целесообразно использовать типовые решения и методы, в частности при выборе способов восстановления или технологических баз, при разработке операционных планов, технологических этапов, маршрутов и т.д. Типизация позволяет сократить сроки разработки и освоения технологических процессов при обеспечении стабильного качества. Для выбора типовых или групповых технологических процессов должен быть решен вопрос по классификации восстанавливаемых деталей.
Вал относится ко II классу [круглые стержни (валы)].
КлассII. Круглые стержни отнесены к деталям, характеризующиеся цилиндрической формой при длине, значительно превышающей диаметр детали. Детали этого класса чаще всего изготавливают из качественных углеродистых или высококачественных легированных сталей иногда высокопрочного чугуна. К этому классу деталей относят: валы коленчатые и распределительные; валы гладкие, ступенчатые, шлицевые. Наиболее распространенными дефектами детали при капитальном ремонте являются: износ рабочих поверхностей, а также деформации детали. Наиболее распространенный дефект – износ шлицевой поверхности вала. В качестве базовых поверхностей при механической обработке в зависимости от группы деталей могут использоваться их торцевые, наружные и внутренние поверхности.
Авторемонтное предприятие располагает способами восстановления. Обеспечивающими требуемую надежность и долговечность.
Для обеспечения работоспособности сопряжений требуется восстановить правильную геометрическую форму и свойства поверхностных слоев деталей, обеспечить заданные при изготовлении допуски на размеры. Это может быть достигнуто приданием детали новых размеров.
1.4 Выбор рационального способа восстановления детали.
Существует множество способов восстановления деталей, необходимо выбрать наиболее подходящий для данного случая.
Ремонт деталей слесарно-механической обработкой – это достижение ремонтных размеров применение дополнительных ремонтных деталей.
Обработка под ремонтные размеры заключается в том, что одну из двух сопряженных деталей (обычно более дорогостоящую) подвергают механической обработке под ремонтный размер, меньший или больший по сравнению с тем, который был по рабочему чертежу. Другую сопряженную деталь при этом заменяют новой или отремонтированной до соответствующего ремонтного размера.
Данный способ восстановления не годен, т.к. к данной детали нет ремонтных размеров.
Ремонт детали сваркой и наплавкой заключается в том, что на изношенную поверхность детали наплавляют металл, после чего деталь механически обрабатывают.
Применим для данной детали.
Ремонт детали напылением – напыление расплава металла с помощью рабочих газовых смесей, затем механическая обработка.
Этот метод использовать не рекомендуется из-за недостаточных механических свойств восстановленной поверхности.
Ремонт гальваническим покрытием, т.е. электролитическое осаждение металла на подготовленную поверхность.
Этот метод использовать не рекомендуется из-за недостаточных механических свойств восстановленной поверхности.
Из всех перечисленных способов наиболее подходящий – ремонт детали
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.