Силу резания Н, принято раскладывать на составляющие силы, направленные по осям координат станка (тангенциальную Рz, радиальную Ру и осевую Рх).
![]()
где Ср – постоянная;
х, у, n – показатели степени для конкретных (расчетных) условий обработки для каждой из составляющих силы резания.
Кр – поправочный коэффициент.
![]()
где ![]() - коэффициент, учитывающий влияние
качества обрабатываемого материала на силовые зависимости.
- коэффициент, учитывающий влияние
качества обрабатываемого материала на силовые зависимости.
![]() - коэффициенты, учитывающие влияние
геометрических параметров режущей части инструмента на составляющие силы
резания при обработке стали и чугуна.
- коэффициенты, учитывающие влияние
геометрических параметров режущей части инструмента на составляющие силы
резания при обработке стали и чугуна.
![]()
![]()
- Расчет эффективной мощности резания.
- Выбор технологического оборудования.
Выбираем токарный станок 16Б05П (токарно-винторезный станок).
Хромирование;
- Состав ванны: CrO3 150 г/л, Н2SO4 1,5 г/л.
- Режим хромирования: Dк = 20…30 А/дм2
t = 50…55 0С
- Продолжительность хромирования.
 где h –
толщина покрытия, мм;
где h –
толщина покрытия, мм;
![]() - плотность покрытия (
- плотность покрытия (![]() );
);
Dk – плотность тока на катоде, А/дм2;
с – электрохимический эквивалент (теоретический выход хрома за 1 Ач), равный 0,323 г/Ач;
![]() - выход по току, равный 12-18%.
- выход по току, равный 12-18%.
Токарная;
- Выбор режущего инструмента. Выбираем проходной упорный прямой резец с пластинами из твердого сплава (Т15К6) с углом в плане 900
(по ГОСТ 18879-73).
- Назначение глубины резания. Принимаем глубину резания t = 0,1мм.
- Выбор подачи. Подача при чистовом точении выбирают в зависимости от требуемых параметров шероховатости обрабатываемой поверхности и радиуса при вершине резца. Выбираем подачу s = 0,1 мм/об.
- Расчет скорости
резания. При наружном продольном и поперечном точении и растачивании
рассчитывают по эмпирической формуле:  , где Т – среднее
значение стойкости (при одноинструментной обработке – 30-60 мин).
, где Т – среднее
значение стойкости (при одноинструментной обработке – 30-60 мин).
Значение коэффициента ![]() и показателей степени х = 0, у = 0,50 ,
и показателей степени х = 0, у = 0,50 ,
m = 0,50;
![]() - поправочный коэффициент.
- поправочный коэффициент.
![]() , где
, где ![]() - коэффициент, учитывающий качество
обрабатываемого материала;
- коэффициент, учитывающий качество
обрабатываемого материала;
![]() - коэффициент, отражающий состояние
поверхности заготовки;
- коэффициент, отражающий состояние
поверхности заготовки;
![]() - коэффициент, учитывающий качество
материала инструмента.
- коэффициент, учитывающий качество
материала инструмента.
![]()

- Расчет числа оборотов детали.
 , где n – число
оборотов детали;
, где n – число
оборотов детали;
![]() - скорость резания;
- скорость резания;
D – диаметр стержня клапана.
![]()
- Корректировка скорости резания с учетом принятого числа оборотов детали.
- Расчет сил и моментов резания.
Силу резания Н, принято раскладывать на составляющие силы, направленные по осям координат станка (тангенциальную Рz, радиальную Ру и осевую Рх).
![]()
где Ср – постоянная;
х, у, n – показатели степени для конкретных (расчетных) условий обработки для каждой из составляющих силы резания.
Кр – поправочный коэффициент.
![]()
где ![]() - коэффициент, учитывающий влияние
качества обрабатываемого материала на силовые зависимости.
- коэффициент, учитывающий влияние
качества обрабатываемого материала на силовые зависимости.
![]() - коэффициенты, учитывающие влияние
геометрических параметров режущей части инструмента на составляющие силы
резания при обработке стали и чугуна.
- коэффициенты, учитывающие влияние
геометрических параметров режущей части инструмента на составляющие силы
резания при обработке стали и чугуна.
![]()
![]()
- Расчет эффективной мощности резания.
- Выбор технологического оборудования.
Выбираем токарный станок 16Б05П (токарно-винторезный станок).
Круглошлифовальная – шлифование стержня клапана до номинального размера.
- Выбор режущего инструмента. Выбираем шлифовальный круг
ПП150х50х 4024А10СМ25К5 .
- Назначение глубины шлифования. Принимаем глубину шлифования
t = 0,005 мм, i = 8, z = 0,04 мм, где i – число проходов;
z – припуск на шлифование.
- Выбор продольной подачи. Выбираем продольную подачу
s = 0,2 мм/об.
- Выбор скорости
круга. Выбираем скорость круга ![]() .
.
- Выбор скорости
заготовки. Выбираем скорость заготовки ![]() .
.
- Расчет эффективной мощности шлифования.
![]()
где d – диаметр шлифования, мм;
![]()
- Выбор технологического оборудования.
Выбираем круглошлифовальный станок 3У10В.
11. Нормирование.
Токарная – точение поверхности – исправление геометрической формы стержня клапана;
Тшт = То + Тв + Тт.о. + Тп, где Тшт – трудоемкость одной операции, в мин.
То – основное время (время процесса обработки);
Тв – вспомогательное время (время установки и снятия детали, включение выключение станка и т. д.);
Тт.о. – время обслуживания (разложить и убрать инструмент, смазать трущиеся части, уборка стружки и т. д.);
Тп – время перерыва.
Тшт – основная единица нормирования производственного процесса. По ней определяется необходимое количество оборудования, производственных рабочих и др.
 , где Lp – расчетная длина обработки, мм.;
, где Lp – расчетная длина обработки, мм.;
sф – подача, мм/об.;
nф – частота вращения детали, мин-1;
i – число проходов инструмента.
![]() , где
, где ![]() - вспомогательное время, затрачиваемое на
установку и снятие детали, мин.;
- вспомогательное время, затрачиваемое на
установку и снятие детали, мин.;
![]() - вспомогательное время, связанное с
переходом, мин.;
- вспомогательное время, связанное с
переходом, мин.;
![]() - вспомогательное время, связанное с
заменами обрабатываемого изделия в процессе выполнения операции, мин.
- вспомогательное время, связанное с
заменами обрабатываемого изделия в процессе выполнения операции, мин.
![]()
![]() , где
, где ![]() - оперативное время (время выполнения
конкретной операции).
- оперативное время (время выполнения
конкретной операции).
![]()
![]()
![]()
![]()
![]()
Тшт = 0,41 + 3,2+ 0,11 + 0,07 = 3,75 мин.
Хромирование;
 , где То –
основное время (продолжительность хромирования);
, где То –
основное время (продолжительность хромирования);
Тв – вспомогательное время (время на одну загрузку деталей в ванну);
NД – число деталей на одну загрузку в ванну (зависит от размеров и формы деталей, принимается равным 10…30 шт.);
ки – коэффициент использования ванны за смену (при хромировании ки = 0,75);
к1 – коэффициент учитывающий подготовительно-заключительное и дополнительное время (при хромировании к1 = 1,16).
 где h –
толщина покрытия, мм;
где h –
толщина покрытия, мм;
![]() - плотность покрытия (
- плотность покрытия (![]() );
);
Dk – плотность тока на катоде, А/дм2;
с – электрохимический эквивалент (теоретический выход хрома за 1 Ач), равный 0,323 г/Ач;
![]() - выход по току, равный 12-18%.
- выход по току, равный 12-18%.

![]()
![]()

Токарная;
Тшт = То + Тв + Тт.о. + Тп, где Тшт – трудоемкость одной операции, в мин.
То – основное время (время процесса обработки);
Тв – вспомогательное время (время установки и снятия детали, включение выключение станка и т. д.);
Тт.о. – время обслуживания (разложить и убрать инструмент, смазать трущиеся части, уборка стружки и т. д.);
Тп – время перерыва.
Тшт – основная единица нормирования производственного процесса. По ней определяется необходимое количество оборудования, производственных рабочих и др.
, где Lp – расчетная длина обработки, мм.;
sф – подача, мм/об.;
nф – частота вращения детали, мин-1;
i – число проходов инструмента.
![]() , где
, где ![]() - вспомогательное время, затрачиваемое на
установку и снятие детали, мин.;
- вспомогательное время, затрачиваемое на
установку и снятие детали, мин.;
![]() - вспомогательное время, связанное с
переходом, мин.;
- вспомогательное время, связанное с
переходом, мин.;
![]() - вспомогательное время, связанное с
заменами обрабатываемого
- вспомогательное время, связанное с
заменами обрабатываемого
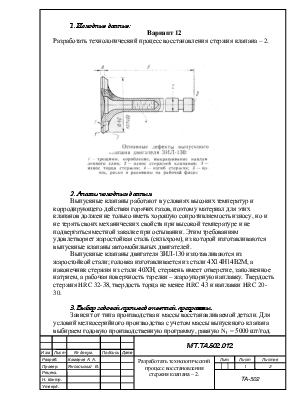
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.