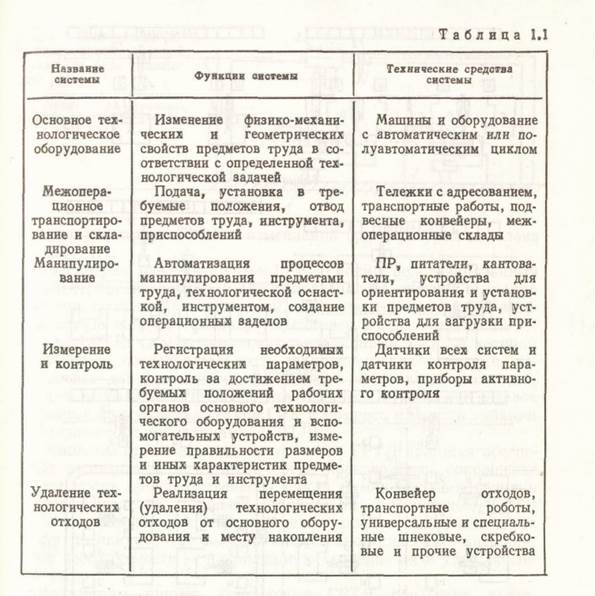
размещением межоперационных заделов и транспортных систем. Общую структуру ГРТК механической обработки можно представить как состоящую из пяти основных подсистем: технологическое оборудование; межоперационное транспортирование и складирование; манипулирование; измерение и контроль; удаление технологических отходов. Функции этих подсистем и технические средства, которыми они обеспечиваются, определены в таблицу 1.1
|
|
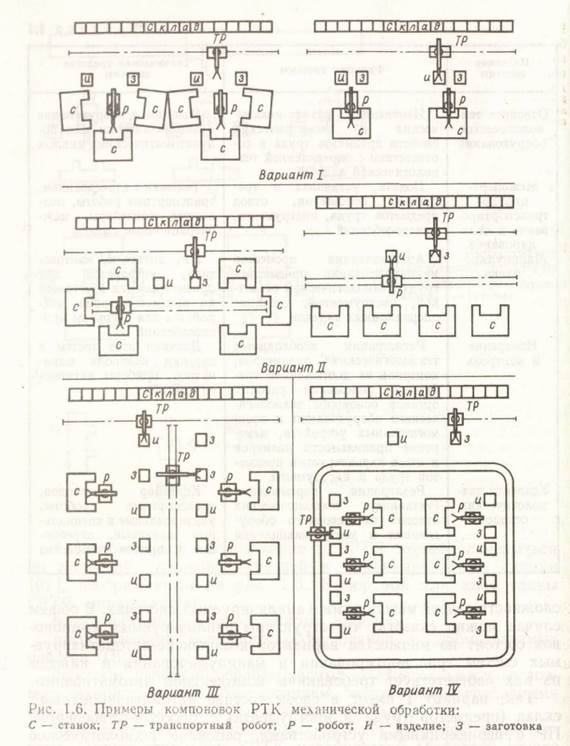
На рис. 1.6 приведены примеры компоновок, которые условно сгруппированы в зависимости от числа составных элементов и сложности связей между ними в анализируемых системах.
|
|
В общем случае можно сказать, что структуры анализируемых компоновок состоят из множества вариантов комплексно-автоматизируемых систем транспортирования и манипулирования и каждая из них соответствует требованиям комплексной автоматизации.
Так, вариант I имеет в своем составе автоматизированный склад (предметов труда и инструмента) с роботом-штабелером, ПР с периферийными устройствами, основное технологическое оборудование (металлорежущие станки). Здесь следует отметить, что ПР стационарны и процесс обслуживания реализован по схеме «робот—станок», «робот—группа станков».
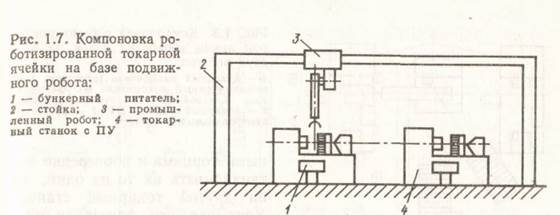
Вследствие автоматизации выполнения вспомогательных функций при смене изготавливаемых в ГРТК изделий одна оргструктура может достаточно легко переходить в другую. Например, при обслуживании подвижным роботом двух токарных станков в ГРТК может осуществляться:
последовательная обработка деталей на двух станках с выполнением межоперационного перемещения (переориентации) предметов производства с помощью ПР;
обработка на обоих станках различных деталей (транспортная функция роботом в этом случае не выполняется), причем переход от одной структуры к другой кроме замены программы работы оборудования потребует установки второго питающего устройства.
|
|
Компоновка такого ГРТК с изменяемой оргструктурой показана на рис. 1.7.
Рассмотрим следующий тип ГРК. Гибкий роботизированный комплекс, предназначенный для выполнения нескольких операций и построенный на базе нескольких ПР, представляет собой в общем случае единую техническую систему из нескольких ГРТЯ и (или) ГРТК. Обычно это многооперационный ГРК, в котором выполняется последовательность технологических операций, необходимых для частичного или полного изготовления изделий, а также необходимые транспортные операции и хранение заделов предметов производства. Такие ГРК и принято называть гибкими роботизированными линиями (ГРТЛ).
Основным организационным отличием ГРТЛ является обеспечение непрерывности и ритмичности производства, сокращение длительности производственного цикла и минимизация величин цикловых заделов. Главной технической особенностью ГРТЛ является необходимость перемещения предметов производства между позициями, где выполняются технологические операции, а при необходимости — накопление и хранение их в упорядоченном виде.
|
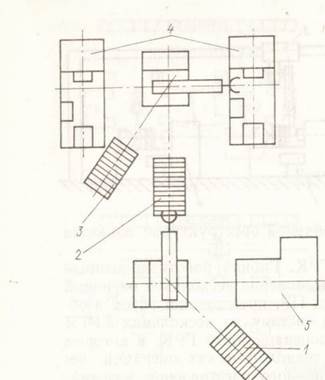
Рис. 1.8. Компоновка роботизированной линии обработки валов на базе двух роботов: / — исходный накопитель заготовок; 2 —> промежуточный накопитель полуфабрикатов; 3 — накопитель готовых деталей; 4 — токарный станок с ПУ; В — фреэерно-центровальный станок |
Рассмотрим пример компоновки ГРТЛ обработки валов. Эта ГРТЛ создана на базе двух ПР и предназначена для изготовления 30 типоразмеров тонких валов. Рассматриваемая ГРТЛ специализируется на изготовлении деталей по предметному признаку. В ней осуществляется выполнение фрезерно-центровальной и токарной операций обработки ложных по конфигурации валов. Линия состоит из ГРТЯ на базе фрезерно-центровального станка и робота модели ПРП-10, а также ГРКТ на базе двух токарно-гидрокопировальных станков с ПУ модели SP-72P и робота модели ПР-4 (рис. 1.8). ГРТЛ может работать как трех-операционная линия, тогда робот ПР-4 должен осуществлять транспортирование и кантование полуфабрикатов между выполняемыми операциями.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.