




















Занятие 6
3. Условия службы футеровки и методы изготовления огнеупорной футеровки в индукционных печах
В индукционных тигельных печах расплавы металлов, будучи нагретыми до высоких температур (1500— 2000 °С), в зависимости от температуры их плавления оказывают на футеровку термическое, коррозионное и эрозионное воздействие. Указанное воздействие происходит путем передачи тепла от жидкого металла к твердым стенкам футеровки при одностороннем нагреве.
Контактная поверхность рабочих слоев футеровки нагревается до температуры жидкого металла, в то время как последующие слои из-за малой теплопроводности, а главным образом в результате водяного охлаждения индуктора, прогреваются до сравнительно невысоких температур. Так, во внешних слоях футеровки, прилежащих к индуктору, нагрев достигает 200—300 ° С. В этих условиях по толщине футеровки образуется большой температурный перепад — около 1400—1500° С. При сравнительно небольшой толщине футеровки (50— 150 мм в зависимости от емкости тигля) средний температурный градиент на 1 см толщины футеровки имеет величину порядка 300—100 ° С.
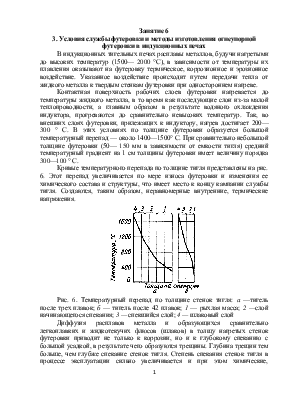
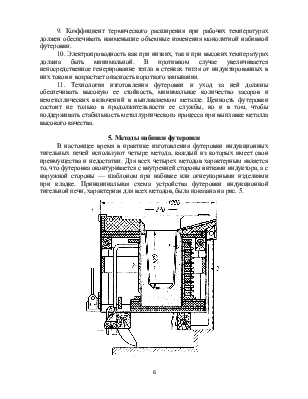
Кривые температурного перепада по толщине тигля представлены на рис. 6. Этот перепад увеличивается по мере износа футеровки и изменения ее химического состава и структуры, что имеет место к концу кампании службы тигля. Создаются, таким образом, неравномерные внутренние, термические напряжения.
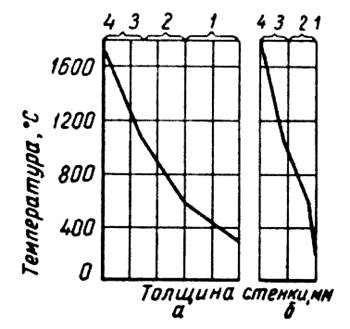
Рис. 6. Температурный перепад по толщине стенок тигля: а —тигель после трех плавок; б — тигель после 42 плавок; 1 — рыхлая масса; 2 —слой начинающегося спекания; 3 — спекшийся слой; 4 — шлаковый слой
Диффузия расплавов металла и образующихся сравнительно легкоплавких и жидкотекучих флюсов (шлаков) в толщу нагретых стенок футеровки приводит не только к коррозии, но и к глубокому спеканию с большой усадкой, в результате чего образуются трещины. Глубина трещин тем больше, чем глубже спекание стенок тигля. Степень спекания стенок тигля в процессе эксплуатации сильно увеличивается и при этом химические, механические и теплофизические свойства футеровки существенно изменяются. Статическое давление столба жидкого металла и его непрерывное индукционное перемешивание вызывают деформацию и усиленное эрозионное разрушение стенок футеровки. Чем выше температура расплава металлов и его агрессивность (химическая активность), а также чем длительнее воздействие указанных факторов на футеровку, тем больше она изнашивается и в конце концов подлежит смене.
Служба огнеупорной футеровки индукционных тигельных печей определяется ее стойкостью, выражаемой количеством проведенных плавок и их продолжительностью при установившихся режимах металлургического процесса.
К главнейшим факторам, влияющим на стойкость футеровки, относится качество огнеупорных материалов. Огнеупорные материалы должны обладать химической чистотой и иметь минимальное содержание примесей. Перед использованием их подвергают термической высокотемпературной обработке, с тем чтобы они приобрели максимальную химическую инертность при взаимодействии с расплавами металла и шлака в процессе плавки. Огнеупоры должны быть стабильными и не претерпевать модификационных превращений, связанных с объемными изменениями.
Огнеупорные материалы выбирают так, чтобы по химическому составу они соответствовали маркам выплавляемого металла и образующимся шлакам. Нецелесообразно плавить в основных тиглях высококремнеземистые стали на кислых шлаках, так же как в кислых кремнеземистых тиглях плавить жаропрочные сплавы на основных шлаках.
Стойкость футеровки зависит также и от степени ее уплотнения. Набивку футеровки надо производить до максимального уплотнения с помощью пневматического трамбования при давлении воздуха на молотке 4—6 ат.
Большое влияние на стойкость футеровки оказывает режим плавки металла и в первую очередь температура плавления металла. Например, обычные углеродистые стали плавятся при температурах 1450—1550 ° С, жаропрочные сплавы — при 1550—1800 ° С и тугоплавкие металлы— при 1800—2500 ° С и выше. На продолжительность службы футеровки влияет продолжительность плавки, перегрев металла, а также периодичность плавок. Чем больше интервал между плавками, тем больше остывает футеровка и скорее изнашивается, так как сильнее сказываются термические напряжения, приводящие к образованию трещин.
Чувствительность стенок футеровки к сменам температур возрастает по мере увеличения глубины спекания. При глубоком спекании стенок футеровки, что характерно для конца кампании, иногда образуются сквозные трещины и через них жидкий металл прорывается к индуктору. В таких случаях эксплуатация печи становится не только невозможной, но и опасной.
Емкость тигля также имеет существенное значение. Чем больше объем тигля, тем с большей силой проявляются разрушающие факторы. Это объясняется тем, что внутренние напряжения, возникающие в стенках, увеличиваются пропорционально объему тигля. Взаимодействие футеровки с расплавами металла и шлака возрастает с увеличением ее внутренней контактной поверхности. Образование трещин и появление других дефектов износа при прочих равных условиях увеличиваются с возрастанием объема тигля. Поэтому с увеличением размеров тигля его стойкость уменьшается.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.