.Занятие 10
ТЕХНОЛОГИЯ ПЛАВКИ, РАСЧЕТ ШИХТЫ И ЕЕ ЗАГРУЗКА В ПЕЧЬ, ПЛАВЛЕНИЕ, ИЗМЕРЕНИЕ ТЕМПЕРАТУРЫ МЕТАЛЛА, ДОВОДКА И ВЫПУСК ПЛАВКИ
6 ВЫПЛАВКА СТАЛИ
6.1. Завалка.
6.I.I. Шихтовку плавки следует проводить согласно карте КТППС на данную марку стали.
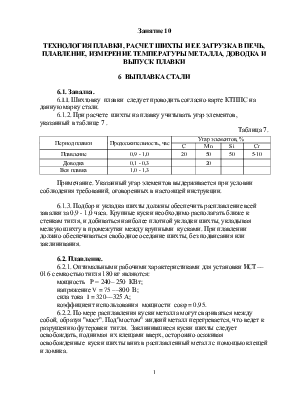
6.1.2. При расчете шихты на плавку учитывать угар элементов, указанный в таблице 7 .
Таблица 7.
|
Период плавки |
Продолжительность, час |
Угар элементов, % |
|||
|
С |
Мn |
Si |
Сr |
||
|
Плавление |
0,9 - 1,0 |
20 |
50 |
50 |
5-10 |
|
Доводка |
0,1 - 0,3 |
20 |
|||
|
Вся плавка |
1,0 - 1,3 |
||||
Примечание. Указанный угар элементов выдерживается при условии соблюдения требований, оговоренных в настоящей инструкции.
6.1.3. Подбор и укладка шихты должны обеспечить расплавление всей завалки за 0,9 - 1,0 часа. Крупные куски необходимо располагать ближе к стенкам тигля, и добиваться наиболее плотной укладки шихты, укладывая мелкую шихту в промежутки между крупными кусками. При плавлении должно обеспечиваться свободное оседание шихты, без подвисания или заклинивания.
6.2. Плавление.
6.2.1. Оптимальными рабочими характеристиками для установки 'ИСТ –– 016 с емкостью тигля 180 кг являются:
мощность Р = 240– 250 КВт;
напряжение V = 75 ––800 В;
сила тока I = 320––325 А;
коэффициент использования мощности cosφ = 0,95.
6.2.2. По мере расплавления куски металла могут свариваться между собой, образуя "мост". Под"мостом" жидкий металл перегревается, что ведет к разрушению футеровки тигля. Заклинившиеся куски шихты следует освобождать, поднимая их клещами вверх, осторожно осаживая освобожденные куски шихты вниз в расплавленный металл с помощью клещей и ломика.
6.2.3. При эксплуатации печи следует учитывать, что кислая футеровка тигля плохо переносит резкие перепады температур. Нагрев футеровки свыше 1670––1700 °С ведет к оплавлению последней, насыщению шлака кремнеземом и чрезмерному восстановлению кремния в металле.
6.2.4. В случае возможного переокисления металла в процессе плавления (при образовании "мостов", длительном плавлении и т.д.) металл раскислить кремнием. Массовая доля кремния должна быть не выше верхнего предела заданного химическим составом с учетом угара.
6.3. Измерение температуры следует проводить термоэлектрическим преобразователем типа ТПР I4I8M в пределах от 1300 до 1700 °С
6.3.1. Для измерения температуры жидкого металла в индукционной печи необходимо применять термоэлектрический преобразователь облегченной конструкции типа ТПР 1418М с платино-родиевой проволокой (приложение 4).
6.3.2. В комплект устройства для измерения температуры жидкого металла методом кратковременного погружения входит:
1). Термоэлектрический преобразователь ТПР I4I8M ПР(В) по ТУ 25-05-2159-76 с градуировкой термопар по ГОСТ 3044-84;
2). Вторичный прибор (автоматический электронный потенциометр) по ГОСТ 7164-78.
6.3.3. Вторичный прибор включать не позднее, чем за 15 мин. до начала измерения температуры и выключать по окончании измерений.
6.3.4. На платину и ее сплавы губительное действие оказывают любые соединения углерода и серы. Стальные трубы (чехлы) и изолирующие керамические бусы, в которые затягиваются термоэлектроды, необходимо предварительно прокалить при температуре не ниже 400 °С в течение не менее 1 часа для удаления следов масла.
6.3.5. Время, в течение которого устанавливается температурное равновесие между спаем термоэлектродов и жидким металлом, составляет не более, 5 сек, что на диаграммной ленте самопишущего прибора вычерчивается прямой линией.
6.3.5. Для измерения температуры жидкого металла в печи необходимо :
включить вторичный прибор для прогрева;
проверить электрическую цепь на обрыв и на отсутствие замыкания термоэлектродов и жил соединительных проводов при помощи омметра или тестера;
соединить термоэлектрический .преобразователь при помощи соединительных проводов со вторичным прибором;
отключить индукционную печь от питающего напряжения;
подогреть термоэлектрический преобразователь над шлаком в течение от 3 до 5 с;
плавно погрузить преобразователь в ванну на глубину 40 - 60 мм в месте отбора проб металла - ближе к центру печи;
отсчет показания вторичного прибора проводить после остановки стрелки прибора и вычерчивания прямой линии на ленте.
результат замера плавильщик отмечает записью на ленте номера плавки. температуру металла и заверяет подписью контролера БТК в начале иконце смены с проставлением даты;
извлечь термоэлектрический преобразователь из печи, отсоединить соединительные провода, выключить вторичный прибор.
6.3.6. Кварцевый наконечник следует заменить новым после каждого измерения. Замену его проводить после остывания спая не ранее, чем через 15 - 20 мин.
6.3.7. Вынуть использованный кварцевый наконечник, очистить зазор между втулкой и изолирующими керамическими бусами от остатков асбеста и кварцевого стекла. Осмотреть спай термоэлектродов, надеть новый кварцевый наконечник. Зазор между кварцевым наконечником и втулкой уплотнить асбестовым шнуром. Затем просушить для предотвращения попадания влаги.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.