Хабаровский государственный технический университет.
Кафедра «Компьютерного проектирования и сертификации машин»
Курс лабораторных работ для дисциплины
«Основы триботехники»
Хабаровск 2003
Лабораторная работа №1
ОПРЕДЕЛЕНИЕ ХАРАКТЕРИСТИК ТРИБОТЕХНИЧЕСКОГО КАЧЕСТВА ПОВЕРХНОСТИ
Цель работы: изучение особенностей геометрических характеристик, используемых для оценки триботехнического качества поверхности; ознакомление с методикой определения геометрических характеристик качества поверхности; приобретение практического опыта по обработке профилограмм.
Задачи работы: определить микрогеометрические характеристики триботехнического качества поверхности путем обработки профилограммы.
1. ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОВЕРХНОСТИ.
Триботехническое качество поверхностного слоя является комплексным понятием и определяется двумя группами характеристик. Первая группа включает микроструктуру; микротвердость; поверхностное напряжение; химический состав и другие физико-химические характеристики, обусловленные процессом образования поверхностного слоя. Вторая группа определяет геометрию поверхности как границу твердого тела и называется геометрическими характеристиками поверхности. В группу геометрических характеристик качества поверхности трения входят: отклонение формы (макроотклонения); волнистость; шероховатость (микрогеометрия); субмикрошероховатость.
Обе группы характеристик классифицируют по способу формирования поверхности детали. Физико-химические и геометрические свойства, возникающие в процессе обработки, называют технологическими, а свойства поверхностного слоя, проявляющиеся в процессе работы – эксплуатационными.
Основные понятия и определения, используемые при описании геометрических характеристик поверхности: номинальная поверхность – идеальная, номинальная форма которой (цилиндр, плоскость, конус и др.) задана чертежом; реальная поверхность – поверхность, ограничивающая деталь и отделяющая ее от окружающей среды; профиль – линия пересечения поверхности (реальной или номинальной) с плоскостью или какой-либо заданной поверхностью. На рис. 1.1 приведено сечение участка вала плоскостью, проходящей через его ось.
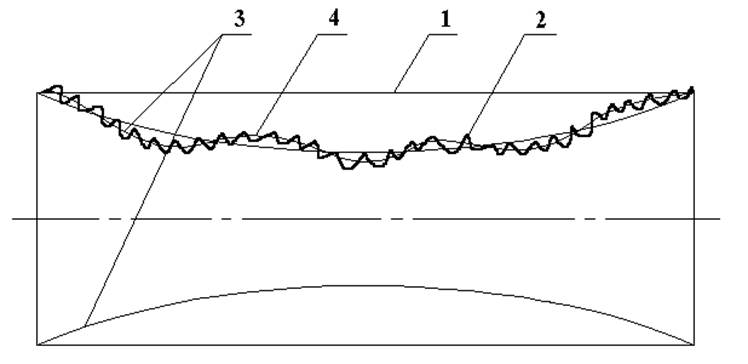
Рис. 1.1. Шероховатость, волнистость и погрешность формы цилиндра
Номинальный профиль – прямая 1. Реальный профиль – сложная линия 2. Погрешность формы (в данном случае седловидность) – линия 3. Линия 4 – волнистость – определяется относительно погрешности формы. При измерении шероховатости должно быть исключено влияние волнистости и погрешности формы. Это требование обеспечивается выбором соответствующей базовой длины. Критерием для разграничения геометрических характеристик служит отношение шага S к высоте H неровностей.
Макроотклонения (отклонения формы) – нерегулярные отклонения поверхности детали от номинальной поверхности или профиля. Отклонения формы включают: отклонение от прямолинейности; отклонение от плосткостности; отклонение от круглости; отклонение от цилиндричности; отклонение профиля продольного сечения, а также их частные виды (выпуклость, вогнутость, огранка, овальность и др.). Макроотклонения делятся на: технологические – обусловленные недостаточной точностью и жесткостью или высокими температурными напряжениями и деформациями системы; эксплуатационные – являющиеся следствием неравномерности износа поверхностей трения. Макроотклонения можно частично устранить, уменьшив причины их появления.
Волнистость – периодические отклонения реального профиля детали, представляющие собой примерно равные по высоте возвышенности и впадины. Форма волнистости близка к синусоиде. Отношение шага волны к ее высоте S/H=50…10000. Технологическая погрешность образуется в результате низкочастотных колебаний системы. Эксплуатационная волнистость вызвана реологическими свойствами материала поверхностей трения и динамическими нагрузками, действующими в подвижном сопряжении при работе.
Шероховатость – нерегулярные микроотклонения от профиля волнистой поверхности. Отношение шага микронеровностей к их высоте S/H<50. Технологическая шероховатость обусловлена геометрией обрабатывающего инструмента и его износом, режимами обработки, свойствами обрабатываемого материала и материала инструмента, а также высокочастотными колебаниями в системе. Эксплуатационная шероховатость подразделяется на неравновесную и равновесную. Неравновесная является переходной от технологической шероховатости к равновесной и характерна для периода приработки деталей подвижного соединения. Изменение шероховатости при приработке материалов с различной твердостью обусловлено подстройкой шероховатости поверхности мягкого материала под шероховатость твердого. В результате появляются новые микронеровности, отличные по своим размерам и форме от изношенных.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




