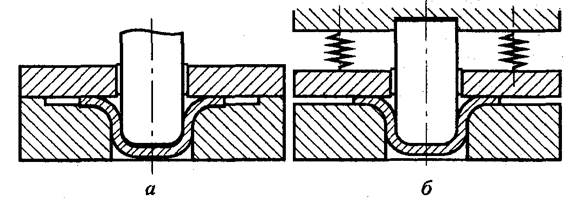
Прижим заготовки может быть гидравлическим или пружинным. Существует способ вытяжки с помощью так называемого «жесткого» прижима. Жесткий прижим крепится к матрице (рис. 2, а) и препятствует образованию складок путем поддержания определенного зазора между прижимом и матрицей. Зазор должен обеспечивать разглаживание складок, не зажимая при этом заготовку. Величина зазора зависит от характеристик материала заготовки, ее толщины, степени деформации.
Величина усилия прижима влияет на усилие вытяжки (рис. 3).
|
|
Рис. 2. Схема вытяжки с жестким (а) и пружинным (б) прижимами
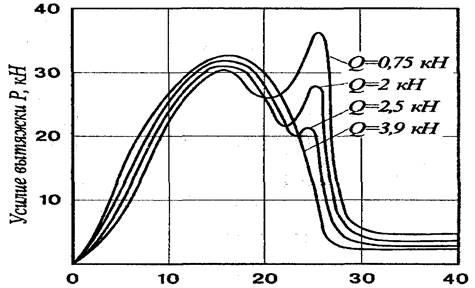
Ход пуансона, мм
Рис. 3. Влияние усилия прижима Q на усилие вытяжки Р
Недостаточное усилие прижима приводит к вторичному подъему усилия вытяжки вследствие дополнительного сопротивления, возникающего при распрямлении образовавшихся складок во время прохождения их между пуансоном и матрицей. По мере увеличения усилия прижима вторичный максимум исчезает. Дальнейшее же увеличение силы прижима заготовки приводит к увеличению усилия вытяжки и может вызвать отрыв дна стакана.
Ниже приведены рекомендуемые значения контактных давлений прижима заготовки рпр, МПа, для разных материалов:
Алюминий АД, АД 1 - 0,8... 1,0
Дуралюмин Д16 А-М - 1,0...1,2
Дуралюмин Д16 А-Т - 1,4... 1,8
Алюминиевый сплав АМцМ и медь - 1,2... 1,5
Латунь Л63, Л68 - 1,5...2,0
Сталь для глубокой вытяжки - 2,0.. .3,0
Аустенитные стали - 3,0.. .4,5
2.3. Оборудование, инструмент, образцы
Вытяжку проводят на гидравлической испытательной машине усилием 50 кН, оснащенной аппаратурой для записи диаграмм «усилие - ход».
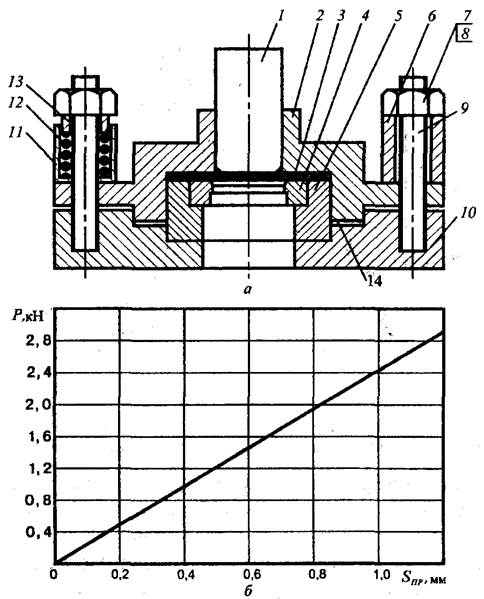
Рис.4. Штамп для вытяжки с жестким (справа) и пружинным
(слева) прижимами заготовки (а) и тарировочный трафик нагружения
пружин (б): Snp - толщина прокладки
Штамп для вытяжки (рис. 4, а) позволяет осуществлять вытяжку стаканов с использованием жесткого (правая часть) и пружинного (левая часть) прижимов.
Пуансон 1 направляется складкодержателем 2, который одновременно выполняет роль прижима. Жесткий прижим заготовки 3 через втулку 6 осуществляется с помощью затяжки гаек 7, 8 и шпилек 9, ввинченных в основание 10 штампа. Необходимый зазор между матрицей 4, установленной в обойме 5, и складкодержателем 2 поддерживается с помощью прокладок 14, устанавливаемых под прижим.
При вытяжке с пружинным складкодержателем (см. левую часть рис. 5.4, а) гайки 7, 8 через кольцо 13 прижимают заготовку к матрице пружинами 12, установленными в обойме 11. С помощью изменения величины затяжки пружин можно изменять силу прижима в соответствии с тарировочным графиком (рис. 4, б).
Образцы- заготовки для вытяжки - круглые, диаметром 50 мм, толщиной 1... 1,5 мм, изготовлены из следующих материалов: сталь, медь, латунь, алюминий.
Измерительный инструмент - штангенциркуль, радиусомер.
2.4. Порядок проведения работы
1. Ознакомиться с конструкцией штампа, последовательностью его сборки и разборки.
2. Измерить диаметр и толщину заготовок, диаметры пуансона и матрицы, радиусы скругления пуансона и матрицы.
3. Подобрать толщину прокладок, используемых при вытяжке с жестким прижимом.
4. Провести вытяжку без прижима.
5. Провести вытяжку с жестким прижимом, используя прокладку, толщина которой равна толщине материала заготовки.
Далее провести последовательно вытяжку, увеличивая толщину прокладки на 0,1 мм. Оценить качество полученных стаканов.
Определить оптимальную величину зазора, при которой стакан получается без складок и обрывов.
6. Провести вытяжку с пружинным прижимом. В условиях эксперимента предусмотреть определение оптимального усилия прижима при минимальном числе экспериментов.
При выполнении работы необходимо соблюдать следующие правила:
- установку штампа в собранном виде и снятие его с испытательной машины производить при поднятой и зафиксированной траверсе и выключенном двигателе;
- сборку и разборку штампа, укладку заготовки и изъятие изделия производить на отдельном столе во избежание падения штампа на пол.
2.5. Обработка экспериментальных данных
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.