hб = rб- r0=const (4.6)
Для конического пуансона с углом конусности α
- па первой стадии ;
0≤Н≤( rб- r0)ctg α
Vg= ε│H+ r0/tg α(1-sin α)│ (4.7)
на второй стадии:
( rб- r0) ctg α ≤Н≤( rб- r0)(1+ ctg α )
Vg= ε│H+ rб/ sin α-( rб- r0)( 1+ ctg α) (4.8)
где Н - ход пуансона.
4.2.2. Определение оптимальной скорости деформирования.
Оптимальная скорость деформирования Vg опт. определяется из условия обеспечения изменения скорости деформации краевого участка борта в диапазоне скоростей деформации, соответствующем интервалу скоростей сверхпластичности.
Для конического пуансона с углом конусности α оптимальная скорость деформирования Vg опт определяется из уравнения
Vg опт= εопт. r0 / sin α Котб.пр. ( εопт). (4.9)
Где εопт. , Котб.пр. ( εопт). определяются на основе технологических проб Котб.пр. =t(ε ) /см. разд. 3.2.1/.
Проведение процесса при постоянной оптимальной скорости деформирования обеспечивает получение минимального коэффициента отбортовки Котб.пр (Vg опт.)значение которого может несколько отличаться от значения Котб.пр (εопт.)
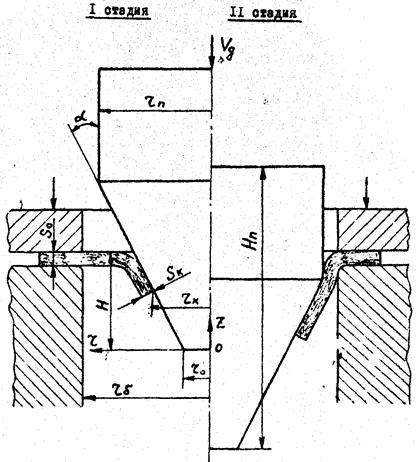
Рас. 3. Расчетная схема при отбортовке отверстий
4.2.3. Оптимальная форма пуансона
Другим способом получения предельного Котб.пр. ( εопт). при отбортовке с постоянной скоростью деформирования является проведение процесса пуансоном с оптимальной формой.
Оптимальная форма пуансона определяется из условия обеспечения постоянной оптимальной скорости деформации кромки отверстия
Z= Vg/ εопт*ln r/r0 (4.10)
где r0 ≤r ≤rб-S0 .
Обшая высота пуансона определяется
Нп = Vg/ εопт*ln rб-S0/r0+ rб-r0 ( 4.11)
Время деформирования определяется как
Τ=Hп/ Vg (4.12).
4.3. Цель работы
Целью работы является ознакомление с сущностью и особенностями процесса отбортовки отверстия в режиме сверхпластичности с выбором, и обеспечением оптимальных температурно-скоростных условий деформации при изготовление конкретных деталей.
4.4 Содержание и методика выполнения работы..
4.4.1. ознакомительная часть
1. Ознакомиться с описанием работы и обидам разделом сборника. .
2. Ознакомиться с правилами эксплуатации оборудования и контрольно-измерительной аппаратуры,
3. Ознакомиться с устройством и работой экспериментального штампа.
4. Ознакомиться с правилами техники безопасности при работе на прессах и с электрооборудованием.
4.4.2 Расчетная часть
I. Для заданного материала заготовки по графикам зависимостей δ=t(εt), М= t(εt), выбрать оптимальные температурно-скоростные условия деформации.
2. Для заданных t, ε , рассчитать и построитъ регулировочные кривые \/т=t(н) для проведения технологических проб на отбортовку.
3. После проведения технологических проб строится график Котб.пр= t(ε),. и определяется Котб.пр. ( εопт). и соответствующая ему εопт.
4. Определить оптимальную скорость деформирования Vg опт
5. Произвести расчет оптимальной формы пуансона для заданной скорости деформирования Vg . Строить кривую профиля пуансона.
6. Определить высоту пуансона оптимальной формы Нп и время отбортовки Т .
4.4.3. Экспериментальная часть,
1. Вырезать карточки I,5d5X 1,5d5 из заданного материала. Сверлить отверстия диаметром d0 .
2. Произвести отбортовку отверстия до разрушения в обычных условиях штамповки.
3. Определить предельный коэффициент отбортовки, максимальную степень окружной деформации, высоту борта и толщину кромки патрубка.
4. Провести технологические пробы на отбортовку по расчетным регулировочным кривым.
5. Определить предельные коэффициенты отбортовки для различных скоростей деформации.
6. Провести отбортовку при оптимальной скорости деформирования. Фиксировать усилие отбортовки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.