2. Произвести раздачу трубы до разрушения в обычных условиях штамповки.
3. Определить предельный коэффициент раздачи и максимальную степень окружной деформации.
4. Произвести раздачу трубы в режиме сверхпластичности до разрушения кромки заготовки с соблюдением расчетных температурно-скоростных условий деформации.
5. Определить предельный коэффициент раздачи и максимальную степень деформации при раздаче в режиме сверхпластичности.
6. Подготовить образцы к измерению распределения толщины по раструбу.
7. Произвести намерение толщины по образующей и окружным сечениям раструба.
8. Строить график распределения толщины по раструбу.
5.5. Экспериментальный штамп для раздачи труб в режиме сверхпластичности
Схема экспериментального штампа показана на рис 3. Штамп состоит из направляющей 1, охладителя 2, пуансона 3 со встроенным в него нагревателем 4, опорной теплоизоляционной плиты 5 и теплоизоляционного экрана 6. Нагреватель 4 выполнен в виде наборного асбоцементного корпуса с навитой на него нихромовой спиралью сопротивления. Экран 6 изготовлен из листового асбеста, подкрепленного листом из стали 12Х18Н10Т. Имеет расположенные по винтовой линии окна-отверстия для визуального наблюдения за процессом деформации. Пуансоны различной формы изготовлены из стали 5ХНВ с чистотой обработки рабочих поверхностей 8.
Перед раздачей пуансон прогревают до рабочей температуры деформации и выдерживают 5 + 10 сек под теплоизоляционным экраном для выравнивания температуры. Контроль температуры производят электронным потенциометром ЭПП-09М. Спаи хромель-алюмелевых термопар помещают в отверстия d 3 мм, выполненные в пуансоне. Регулирование температуры нагрева осуществляется черев ЛАТР.
Исходную заготовку устанавливают в штамп с фиксацией по цилиндрическому пояску пуансона и направляющей. Прогревают краевую часть заготовки в течение 5 + 10 сек. далее при рабочем хода пресса производят раздачу трубы до разрушения кромки. Регулирование скорости деформирования производят штурвалом пресса в соответствии с расчетными данными.
5.6. Контрольные вопросы
1. Приведите определение и схему процесса раздачи.
2. Охарактеризуйте напряженно-деформированное состояние при раздаче.
3. Укажите факторы, ограничивающие технологические возможности процесса.
4. Предельный коэффициент раздачи и связь его с максимальной окружной деформацией .
5. Раскройте методику выбора температурно-скоростных условий деформации при раздаче в режиме сверхпластичности.
6. Раскройте методику расчета скорости деформирования.
7. Приведите кривую изменения скорости деформирования по ходу процесса.
8. Охарактеризуйте распределение толщины по раструбу.
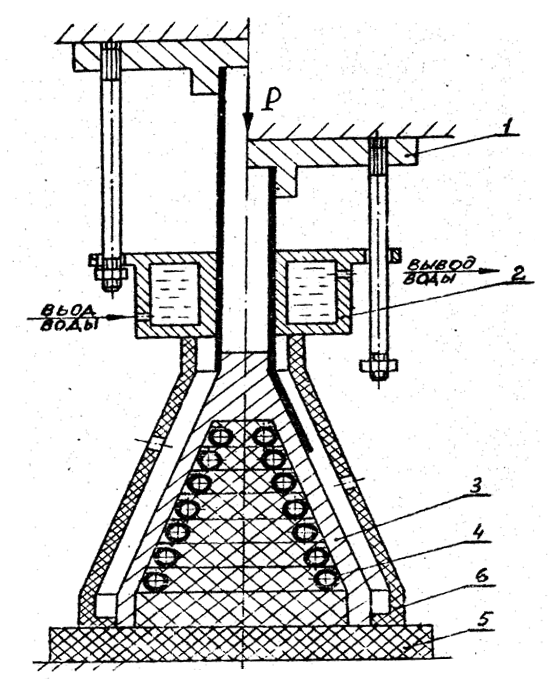
Рис. 3 Схема экспериментального штампа для раздачи труб в режиме сверхпластичности
1 –направляющая;2 – охладитель;3 – пуансон;
4 – нагреватель; 5 – асбоцементная плита;
6 – теплоизоляционный
Лабораторная работа №5
Вытяжка отверстий в режиме сверхпластичности
4.1. Общая характеристика процесса.
Отбортовка отверстий представляет собой (рис 1) процесс образования кольцевого борта на плоской или предварительно отштампованной листовой заготовке. Процесс находит широкое применение при изготовлении нервюр, диафрагм, стенок и других деталей каркасе планера, при образовании патрубков (горловин) на днищах и баках.
4.1.1. Напряженно-деформированное состояние
Напряженное состояние при отбортовке принимается плоским с двумя растягивающими напряжениями δρ , δе действующими соответственно в меридиональном и окружном направлениях. Характер распределения напряжений в очаге деформации показан на рис. 1 Меридиональные напряжения δρ возрастают от нуля на кромке заготовки до максимальных значений у основания борта. Окружные (широтные) напряжения δе соответствуют сопротивлению металле деформированию и слабо изменяются по очагу деформации. Некоторое увеличение δе в направлении к кромке объясняется упрочнением материала в процессе деформации.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.