4) Построить график зависимости усилия Рмах от температуры нагрева Тмах для своего варианта при S3 = S3 min.и Tmin = 50 °С.
5) Построить график зависимости минимально допустимого радиуса кромки Rкр от температуры 1 мах при S3 = S3 min и Tmin =50 °С.
6) По результатам расчетов сделать вывод о влиянии температуры нагрева заготовки на предельные возможности процесса и усилие деформирования.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки.-М: Машиностроение, 1989- 304 с.
2. Ершов В.И., Чумадин А.С. Математическое моделирование процессов осесимметричного деформирования листовой штамповки; Учебное поссбие.-М.:МА ГИ.1988.-46 с.
Лабораторная работа 4
Протяжка труб в режиме сверхпластичности
5.1. Общая характеристика процесса
Протяжка труб представляет собой процесс увеличения диаметра краевой части цилиндрической заготовки внедрением в нее жесткого пуансона. Процесс находит широкое применение при изготовлении различннх элементов трубопроводов, корпусных деталей, тонкостенных оболочек вращения.
5.1.1. Напряженно-деформированное состояние
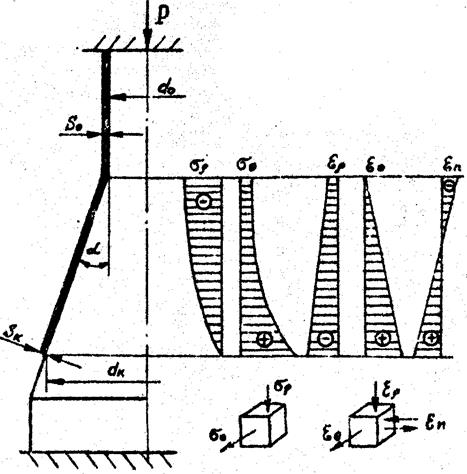
Схема напряженного состояния при протяжке принимается плоской с двумя главными напряжениями δр , δе , действующими соответственно в меридиональном и окружном направлениях. Характер распределения напряжений в очаге деформации показан на рис. 1. Напряжения δр возрастают от нуля на кромке заготовки до максимального значения на входе в очаг деформации. Окружнные напряжения δе обратны познаку, увеличиваются в направлении к кромке заготовки .
Деформированное состояния в очаге деформации объемное. Имеют место деформации в меридиональном εр, окружном εо и нормальном к срединной поверхности заготовки εn направлениям. Характер распределения деформаций иллюстрируется эпюрами на рис. 1.
Степень формоизменения при раздаче характеризуется. коэффициентом раздачи, определяющим перепад диаметров заготовки в зоне раструба
Кр=d0/dk ( 5.1)
Коэффициент раздачи связан с максимальной окружной деформацией εо max зависимостью
εо max = ln(dk/d0)=ln(1/Kp) (5.2)
Процесс раздачи сопровождается утонением краевого участка заготовки. Степень утонения определяется зависимостью
Ks=Sk/S0=![]()
(5.3)
5.1.2. Технологические возможности процесса
Основным фактором, ограничивающим возможности формоизменения при раздаче, является разрушение кромки заготовки, деформирующейся в условиях, близких линейному растяжению.
|
|
Рис. 1 Схемы процессов протяжки
|
|
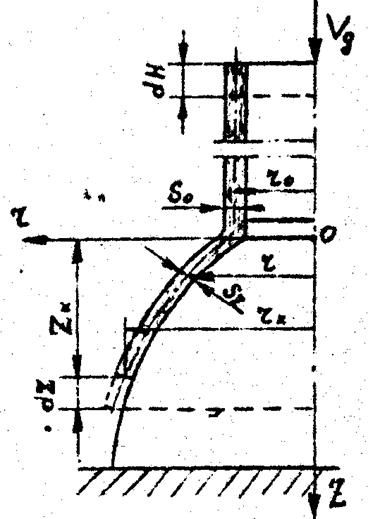
Рис. 2 Схема расчета скорости деформирования
При раздаче особо тонкостенных труб (S0/d0<2
%) возможно также потеря устойчивости заготовки в зоне передачи усилия.
Технологические возможности процесса характеризуются предельным коэффициентом раздачи
Крпр. = (d0/dk)min (5.4)
определяющим максимально достигаемую степень изменения диаметра трубы при штамповке. Значения Кр.пр. зависят от марки материала, относительной толщины трубы, формы инструмента, состояния кромки и лежат обычно в диапазоне Кр.пр..=0,70%0,80, что соответствует максимальной окружной деформации εо max=25+40%
Эффективным способом интенсификации процесса является применение дифференцированного нагрева. Дифференцированный нагрев заготовки увеличивает пластичность металла краевой части трубы. Одновременно с этим разупрочнение металла в очаге деформации снижает потребное усилие деформирования и уменьшает опасность потери устойчивости в зоне передачи усилия. Раздача труб с дифференцированным нагревом может быть выполнена с увеличением диаметра в 2*2,5 раза. Степень окружной деформации при этом увеличивается до l00+150% . Дальнейшая интенсификация процесса возможна на базе использования эффекта сверхпластичности.
5.2 Особенности раздачи труб в режиме сверхпластичности .
5.2.1 Температурно-скоростные условия деформации
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.