Деформированное состояние в очаге деформации объемное. Имеют место деформации элементов заготовки в окружном εе , меридиональном ερ и нормальном εп к срединной поверхности направлениях.
4.1.2. Технологические возможности процесса.
Возможности формоизменения при отбортовке ограничиваются разрушением краевого участка отверстия при достижении максимальной деформацией предельных значений. Характеризуется предельным коэффициентом отбортовки
Kотб=d0/dб (4.1)
Определяющим максимально достигаемую степень изменения диаметра отверстия. Коэффициент отбортовки связан с максимальной окружной деформацией кромки зависимостью:
Ε0 max= lndб/d0=ln(1/Kотб ) (4.2)
или при малых степенях деформации
Ε0 max= dб-d0/d0=1/ Kотб -1 (4.3)
Толщина стенки борта уменьшается от S0 у основания до Sk на кромке. Значения Sk определяются по формуле
Sk = S0![]()
![]()
(4.4)
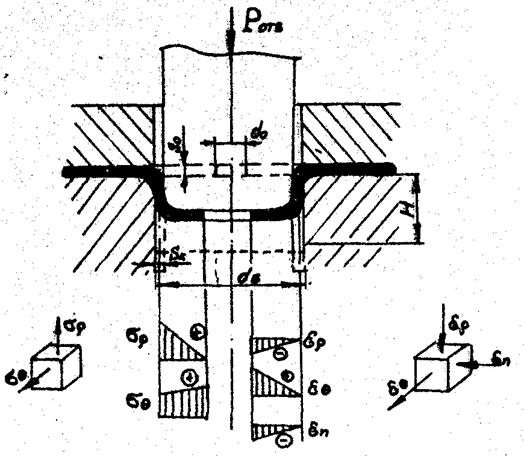
Рис. 1. Схема процесса отбортовки отверстий
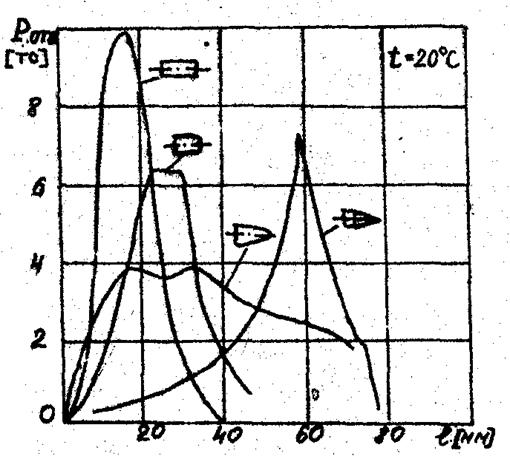
Рис. 2. Изменение усилия отбортовки по ходу процесса
Основными факторами, влияющими на технологические возможности процесса являются:
I. Механические свойства штампуемого материала. Значения Котб.пр, тем меньше, чем более пластичен материал. Наиболее эффективным способом интенсификации процесса является применение нагрева и отбортовка в состоянии сверхпластичности.
2. Состояние кромки отверстия. Риски, задиры и пр. дефекты ведут к локализации деформации и преждевременному разрушению заготовки до исчерпания деформационной способности сплава.
3. Относительная толщина заготовки. Возможности формоизменения уменьшаются с уменьшением значений S0/d0 из-за более сильного влияния концентраторов напряжений на локализацию деформаций.
4. Форма пуансона. Значения Котб.пр.при отбортовке коническим, сферическим и параболическим пуансоном несколько меньше, чем в случае цилиндрического пуансона. Причина - кромка отверстия на всем протяжении контактирует о рабочей поверхностью инструмента. Силы трения при этом препятствуют локализации деформации.
4.1.3. Силовые параметры процесса
Усилие отбортовки изменяется по ходу процесса, проходя через максимум в определенный момент деформации, характер кривых Ротб.=t(l) зависит от формы пуансона /рис. 2/. максимальное усилие определяется приближенно по формуле
Ротб.=πdsS0 δskф
где δs - напряжение течения /предел прочности материала/;
kф - коэффициент, учитывающий Форму пуансона.
Значения kф принимаются равными kф = 1,0 - для цилиндрического пуансона; kф= 0,8 для сферического пуансона; kф = 0,4 для параболического пуансона.
4.2. Особенности отбортовки в режиме сверхпластичности.
Особенностью проведения процесса в состоянии сверхпластичности является необходимость поддержания определенных температурно-скорост-ных условий деформации краевого участка отверстия, получающего мак-симальную деформацию и поэтому наиболее опасного с точки зрения возможного разрушения.
Выбор оптимальных температурно-скоростных условий деформации осуществляется на основе зависимостей Котб.пр.=t(εt), полученных при проведении технологических проб на отбортовку в состоянии сверхпластичности.
Так как температурный оптимум, как правило, совпадает с данными, полученными при испытаниях материалов на линейное растяжение, можно при проведении технологических проб ограничиться построением зависимости предельного коэффициента отбортовки Котб.пр.от скорости деформации кромки отверстия ε при оптимальной температуре t.
4.2.1. Постановка технологических проб на отбортовку.
Проведение технологических проб с целью определения оптимальной скорости деформации, обеспечивающей получение минимального коэффициента отбортовки Котб.пр. (ε) связано с расчетом регулировочных кривых Vg=t(H) из условия обеспечения постоянной скорости деформаций на кромке отверстия. Скорость деформирования определяется по стадиям /рис. 3./ c учетом того, что высота борта в процессе деформации остается неизменной
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.