В серийном производстве время на обслуживание рабочего места и время на отдых по отдельности не определяются. В нормативах дается сумма двух составляющих в процентах от оперативного времени. В наших расчетах принимаем Тоб+ Тпер=0.1 Топ, где
Топ = То + Тв
Результаты расчетов технической нормы времени занесем в таблицу 1.15
Технические нормы времени по операциям
Таблица 1.15
|
№ операции |
Наименование операции |
Основное время, То, мин |
Вспомогательное время, Твс, мин |
Штучное время, Тшт, мин |
|
005 |
Токарно-револьверная |
0.10 |
0.28 |
0.41 |
|
010 |
Токарно-револьверная |
0.21 |
0.45 |
0.73 |
|
015 |
Токарно-револьверная |
0.17 |
0.50 |
0.74 |
|
025 |
Круглошлифовальная |
0.12 |
0.35 |
0.52 |
|
030 |
Круглошлифовальная |
0.12 |
0.35 |
0.52 |
|
035 |
Токарная |
0.06 |
0.35 |
0.45 |
|
040 |
Электроэрозионная |
23/15=1.53 |
0.90/15=0.06 |
1.75 |
|
045 |
Круглошлифовальная |
0.12 |
0.45 |
0.63 |
Раздел 2. Разработка станочного приспособления для обработки эксцентрика
2.1. Виды и назначение станочных приспособлений
Станочные приспособления применяют для установки заготовок на металлорежущие
станки. Различают три вида станочные приспособления:
· специальные (одноцелевые, не переналаживаемые);
· специализированные (узкоцелевые, ограниченно переналаживаемые);
· универсальные (многоцелевые, широко переналаживаемые).
Обоснованное применение станочного приспособления позволяет получать высокие технико-экономические показатели. Трудоемкость и длительность цикла технологической подготовки производства, себестоимость продукции можно уменьшить за счет применения стандартных систем станочных приспособлений, сократив трудоемкость, сроки и затраты на проектирование.
Точность обработки деталей по параметрам отклонений размеров, формы и расположения поверхностей увеличивается (в среднем 20 - 40 %) за счет применения станочные приспособления точных, надежных, обладающих достаточной собственной и контактной жесткостью, с уменьшенными деформациями заготовок и стабильными силами их закрепления. Применение станочные приспособления позволяет обоснованно снизить требования к квалификации станочников основного производства (в среднем на разряд), объективно регламентировать длительность выполняемых операций и расценки, расширить технологические возможности оборудования.
2.2. Разработка схемы базирования и установки
Для операции 045 наилучший вариант базирования детали по торцу и отверстию (рис.2.1), т.к. базирование за наружную поверхность может привести к смятию детали. Для этого центрируем деталь на высоком пальце и упираем в торец (рис.2.2). Для лишения возможности детали проворачиваться используем шпонку или выступ на пальце.
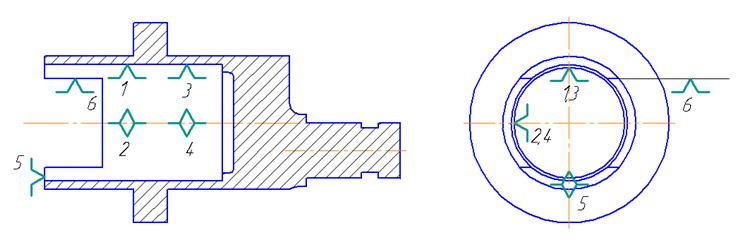
Рис.2.1 Схема базирования.
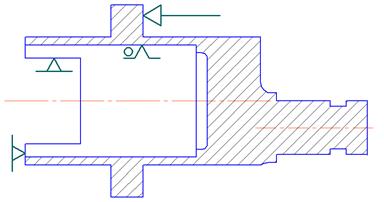
Рис.2.2 Схема установки.
2.3. Расчет сил резания.
Значение режимов резания выпишем из п. 1.10.3:
Глубина резания, t – 8.5
Скорость заготовки Vз – 15 м/мин
Скорость круга Vк, м/мин – 1500
Радиальная подача Sр, мм/об – 0.002
Главную силу резания Рz рассчитаем, согласно справочнику [10], из формулы:
![]()
Выпишем значения коэффициентов из таблицы 39. справочника [10]:
Cp = 2,2, u=0.5, x=0.55, y=0.5
Pz = 10*2.2*8.50.55*0.0020.5*150.5=12Н
2.4 Определение вида прижима
Так как при токарной обработке вращается заготовка, то на схеме сил отметим не силы резания P, а реакции этих сил R, которые действуют на заготовку (рис.2.3).
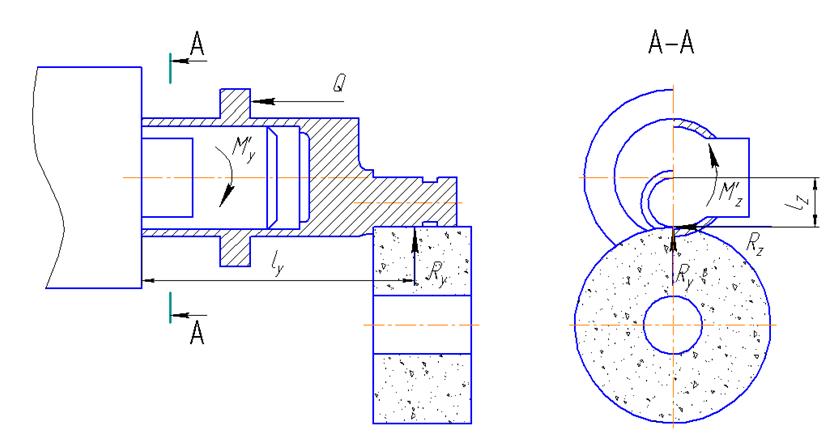
Рис.2.3 Схема распределения сил.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.