Рассчитаем стоимость заготовительной операции для двух способов получения заготовки.
Материал детали: Сталь 40ХН.
Масса детали: q = 12 г.
Годовая программа: N =50000 шт.
Производство: крупносерийное
Расчет массы заготовок проведем, создав 3Д модель объектов в системе Компас с заданием материала. Полученные данные занесем в таблицу 1.4.
Стоимость заготовки по первому варианту:
Коэффициент использования материала:
Себестоимость заготовок из проката:
![]()
где ![]() ,
, ![]() - масса заготовки и готовой детали
соответственно, кг;
- масса заготовки и готовой детали
соответственно, кг;
S – цена 1кг металлопроката (низколегированная сталь 27руб)
![]() - стоимость 1кг отходов (стальная
стружка 3-7руб)
- стоимость 1кг отходов (стальная
стружка 3-7руб)
Подставив значения, получим:
![]()
Стоимость заготовки по второму варианту:
Коэффициент использования материала:
Себестоимость заготовок из штамповки:

где SЗ – стоимость 1кг штамповки (штамповки, полученные на горизонтально-ковочных машинах 90 руб)
N – годовой объем производства, шт.;
КС – коэффициент сложности (поковки, имеющие выступающие части и отверстия 1,2…1,3)
КМ – коэффициент материала (сталь низколегированная 1,2…1,4)
КВ – коэффициент массы заготовки (до 1кг 1,2)
Подставив значения, получим:

Таблица 1.4
Наименование показателей |
Вариант 1 |
Вариант 2 |
Вид заготовки |
Пруток Æ18 мм |
Горячая штамповка в закрытых штампах |
|
Масса заготовки Q, г |
52 |
26 |
|
Коэффициент использования материала |
0.23 |
0.46 |
|
Себестоимость заготовок, руб |
0.63 |
2.99 |
Экономическое обоснование выбора заготовок:
Определяем экономический эффект для сопоставления способов получения заготовок:
Э = (Сз2-Сз1)×N – (Мз1 -Mз2)×NC0 =
= (2.99-0.63)*50000-(0.052-0.026)*50000*15=98000руб
Таким образом, использование сортамента в качестве заготовки является более экономичным. Также использование пруткового материала на токарных полуавтоматах значительно сократит вспомогательное время.
1.6 . Предварительный маршрут обработки.
При синтезе маршрута обработки и подбора соответствующего оборудования необходимо исходить из принятых за основные технологические базы поверхностей детали. Разрабатывая технологический процесс необходимо стремиться выполнить следующие условия:
- на первой операции выполнить обработку основных технологических баз детали, базируясь на вспомогательные базы (при обработке детали «кругом»), либо на черные необрабатываемые впоследствии поверхности;
- первыми выполнить операции черновой обработки, при которых снимают все напуски и наибольшие припуски;
- обрабатывать вначале те поверхности, которые не снижают жесткости детали;
- отделочные операции по обработке наиболее точных поверхностей следует выносить в конец технологического процесса.
Учитывая вышеперечисленные рекомендации, а также ориентируясь на то, что первые операции будут выполнены на прутковом станке полуавтомате, составим предварительный маршрут обработки (табл. 1.5).
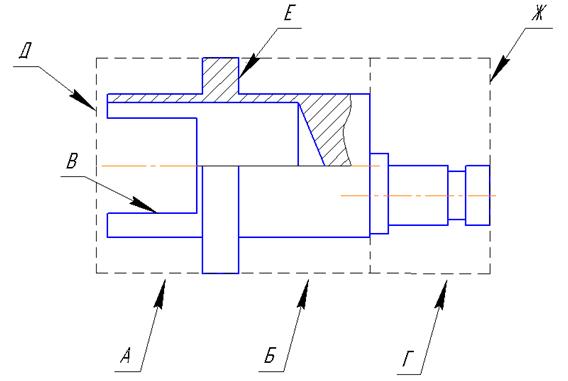
Рис. 1.4 Эскиз заготовки
Предварительный маршрут обработки
Таблица 1.5
|
Номер операции |
Содержание операции, оборудование |
Базы |
|
005 |
Токарно-револьверная. Отрезка; черновое точение поверхностей Б.Г; чистовое точение поверхности Б. Токарно-револьверный автомат. |
Цилиндрическая поверхность прутка, торец Ж |
|
010 |
Токарно-револьверная. Черновое точение поверхности А; чистовое точение поверхности А; подрезка торца Д; сверление, черновое и чистовое растачивание. Токарно-револьверный полуавтомат. |
Поверхность Б, торец Ж |
|
015 |
Токарно-револьверная. Черновая и чистовая токарная обработка поверхности эксцентрика, формирование проточки. Токарно-револьверный полуавтомат. |
Цилиндрическое отверстие, торец Д |
|
020 |
Термическая. Закалка (820 °С, масло) и отпуск (400 °С, воздух). |
|
|
025 |
Круглошлифовальная. Шлифование поверхности Б. Круглошлифовальный станок. |
Цилиндрическое отверстие, торец Д |
|
030 |
Круглошлифовальная. Шлифование поверхности А. Круглошлифовальный станок. |
Поверхность Б, Е |
|
035 |
Токарная. Тонкое растачивание отверстия. Токарный станок. |
Поверхность Б, торец Ж |
|
040 |
Электроэрозионная. Электроэрозионное вырезание поверхности В. Электроэрозионный станок. |
Поверхности Б, Е |
|
045 |
Круглошлифовальная. Шлифование поверхности эксцентрика. Круглошлифовальный станок. |
Цилиндрическое отверстие, торец Д |
|
050 |
Мойка, сушка, приемочный контроль ОТК |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.