1.7. Расчет припусков и технологических размерных цепей.
Расчет припусков на механическую обработку производим расчетно-аналитическим методом и по таблицам. Расчет ведется для одного диаметрального и одного линейного размера. На остальные обрабатываемые поверхности припуски и допуски назначаем по таблицам ГОСТ 7505-89 (чертеж заготовки).
Заносим в таблицу 1.6 этапы технологического процесса обработки размера Æ7±0.007, а также соответствующие заготовке и каждому технологическому проходу значения элементов припуска.
1.7.1 Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности Æ12±0.007.
Таблица 1.6
|
Технологические переходы обработки поверхности Æ7±0.007 |
Элементы припуска, мкм |
Расчет- ный припуск 2zmin, мкм |
Расчетный размер dp, мм |
Допуск d, мкм |
Предельный размер, мм |
Предельные значения припуска, мкм |
|||||
|
Rz |
T |
r |
e |
dmin |
dmax |
2zпр.min |
2z пр max |
||||
|
Заготовка (12 кв) |
125 |
150 |
30 |
- |
- |
19 |
180 |
17.72 |
18 |
- |
- |
|
Черновое точение (11 кв) |
40 |
60 |
5 |
0 |
- |
12,36 |
70 |
12,394 |
12,464 |
5256 |
5606 |
|
Чистовое точение (9 кв) |
20 |
30 |
2 |
0 |
210 |
12,15 |
27 |
12,157 |
12,184 |
210 |
307 |
|
Шлифование (7 кв) |
12 |
15 |
1 |
0 |
150 |
12 |
14 |
11,993 |
12,007 |
150 |
191 |
Минимально необходимый припуск на переход определяется по формуле:
2Zmin
= 2×(Ti-1+Rzi-1+ ),
),
где Rz i-1 – высота микронеровностей, оставшихся с предшествующего перехода, мкм;
Ti-1 – толщина дефектного слоя (перенаклеп, трещины, прижоги), оставшиеся с предшествующего перехода, мкм;
ri-1 – погрешность формы заготовки (коробление, изогнутость, биение), оставшихся с предшествующего перехода, мкм;
ei – погрешность установки заготовки на выполняемом переходе, мкм.
Рассчитывать минимальный припуск на первый технологический переход (Протачивание) не имеет смысла, т.к. необходимо снять значительное количество материала (порядка 7мм на диаметр).
2Zmin2 =
![]()
2Zmin3 =
![]()
Графа «Расчетный размер» заполняется, начиная с конечного размера путем прибавления расчетного припуска каждого технологического перехода.
dp2 = 12+0,15 =12,15 мм
dp1 = 12,15+0,21 =12,36 мм
Наименьшие предельные размеры вычисляем прибавлением минимального припуска к максимальному значению размера на последующей обработке. Наибольшие предельные размеры вычисляем прибавлением допуска к минимальному размеру.
dmin2 = 12.007+0.150 = 12,157 мм
dmax2 =12.157+0,027 =12,184 мм
dmin1 = 12,184+0.210 = 12,394 мм
dmin1 = 12,394+0.070 = 12,464 мм
Предельные значения припусков Zminпр определяем как разность наибольшего размера текущего перехода и наименьшего размера предыдущего перехода. Zminпр – как разность наименьшего размера текущего перехода и наибольшего размера предыдущего перехода.
2Zmin3пр = 12,157-12,007 = 0,150 мм 2Zmax3пр = 12,184-11,993 =0,191мм
2Zmin2пр = 12,394-12,184 = 0,210 мм 2Zmax2пр = 12,464-12,157 = 0,307 мм
2Zmin2пр = 18,5-12,464 = 6,036 мм 2Zmax2пр = 19,3-12,394 = 6,906 мм
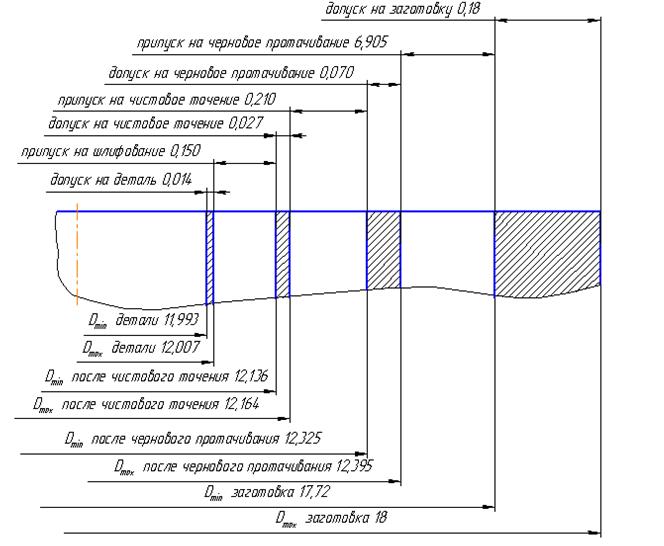
Рис. 1.5 Схема графического расположения припусков и допусков на обработку диаметра Æ12±0.007 эксцентрика.
1.7.2 Расчет припусков и предельных размеров по технологическим переходам для получения линейного размера 32мм
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.