1.1 . Назначение и конструкция детали
Данный эксцентрик (рис.1.1) осуществляет роль «водила» для передачи вращения вала колесу. Вал устанавливается в отверстия Æ10.5H7 и 8H9, поджимается устройством или деталью, устанавливающейся на поверхность 12h7. Колесо одевается на поверхность Æ12±0.007 и Æ5h7. Смещение оси необходимо для предотвращения проворачивания эксцентрика в колесе.
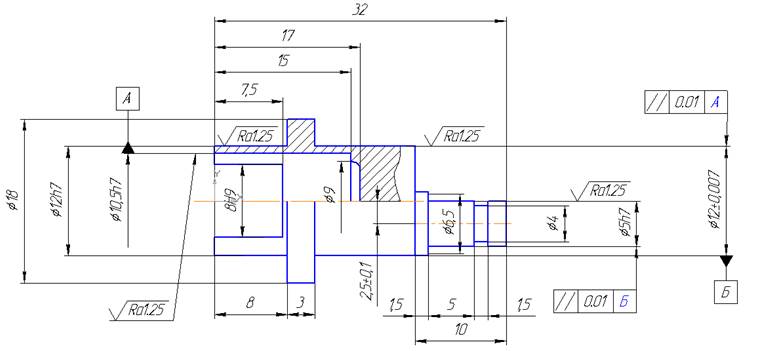
Рис. 1.1 Исходный вид детали «Эксцентрик»
1.2 . Материал детали и его свойства
Сталь конструкционная относится к конструкционной легированной стали. Химический состав представлен в табл. 1.1
Применяется для изготовления осей, валов, шатунов, зубчатых колес, валов экскаваторов, муфт, валов-шестерен, шпинделей, болтов, рычагов, штоков, цилиндров и других ответственных нагруженных деталей, подвергающихся вибрационным и динамическим нагрузкам, к которым предъявляются требования повышенной прочности и вязкости. Валки рельсобалочных и крупносортных станов для горячей прокатки металла. Технологические свойства материала представлены в табл. 1.2.
Химический состав в % материала 40ХН. ГОСТ 4543-71
Таблица 1.1
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
|
0.36 - 0.44 |
0.17 - 0.37 |
0.5 - 0.8 |
1 - 1.4 |
до 0.035 |
до 0.035 |
0.45 - 0.75 |
до 0.3 |
Технологические свойства материала 40ХН
Таблица 1.2
|
Обрабатываемость резанием |
в горячекатаном состоянии при НВ 166-170 и SB = 690 МПа Ku тв.спл. = 1.0, Ku б.ст. = 0.9 |
|
Склонность к отпускной хрупкости: |
склонна |
Для обеспечения заданных свойств (38÷43HRC) необходимо произвести закалку с последующим отпуском (табл. 1.3).
Механические свойства Сталь 40ХН ГОСТ 4543-71 после закалки в масле при
t=840°C и отпуска на воздухе при t=400°C.
Таблица 1.3
|
Предел текучести sT, МПа |
Предел прочности sB, МПа |
Относительное удлинение d5, % |
Относительное сужение y, % |
Ударная вязкость KCU, Дж/м2 |
Твердость по Бринеллю, HB |
|
1220 |
1370 |
10 |
41 |
32 |
387 |
1.3 Выбор типа производства
Ориентировочно тип производства можно определить по массе детали и объему выпуска. Годовая программа выпуска, в соответствии с заданием, 50 000 шт. в год. Масса детали составляет порядка 10г. Согласно таблице годовой программы выпуска деталей и массе тип производства крупносерийный.
1.4 . Анализ технологичности конструкции детали
С точки зрения механической обработки деталь нетехнологична. Тонкие стенки детали (0.75 мм) лишат возможности прикладывать усилия при ее зажиме, т.е. не позволят использовать кулачковые или цанговые патроны в ряде случаев и потребуют изготовления специальных приспособлений. Также тонкие стенки и призматический паз в значительной степени лишают деталь жесткости при том, что наружная и внутренняя цилиндрические поверхности должны быть выполнены по седьмому квалитету, а паз по девятому. Это может привести к использованию альтернативных методов обработки, которые позволяют снимать материал с большой точностью и без приложения больших усилий.
Глухое отверстие также не является технологичным, поэтому вносим коррективу в первоначальный чертеж. Дно отверстия делаем с конусностью под углом 118 градусов, которая останется после сверлильной операции.
1.5 Выбор исходной заготовки и метода ее изготовления
Выбор вида и метода получения заготовки
Заготовками для деталей типа втулка наиболее часто служит либо сортовой прокат, либо штамповка. Заготовка, полученная штамповкой, предусматривает уклоны, радиусы сопряжения поверхностей и припуски на обработку (Рис 1.2). Заготовка из прутка предусматривает припуски на торцевую обработку (Рис.1.3).
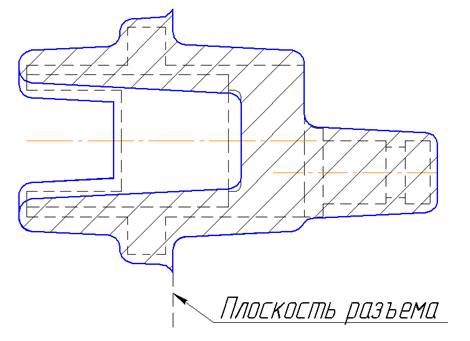
Рис.1.2 Эскиз заготовки, полученной штамповкой.
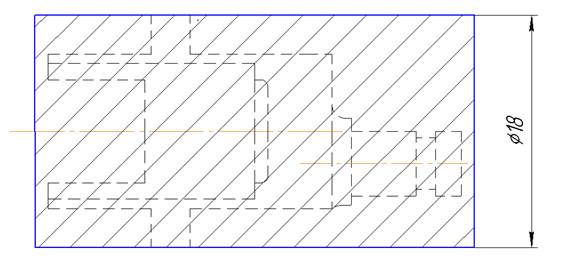
Рис. 1.3 Эскиз заготовки из калиброванного прутка Ø18.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.